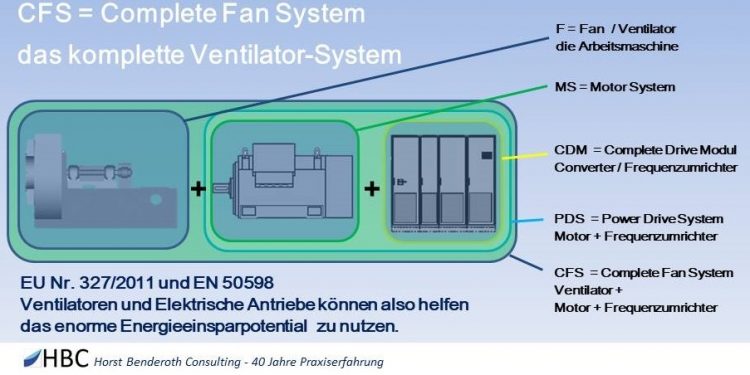
Im Teil 3 meiner Berichtsreihe habe ich mich mit dem Thema Digitaler Zwilling (Digital Twin) eines Complete Fan System (CFS) befasst, und von der Firma LocLab Consulting GmbH in Darmstadt den Digitalen Zwilling eines Ventilators der Firma Konrad Reitz Ventilatoren GmbH & Co.KG erstellen lassen. Der Bericht Teil 3 endet mit der Erkenntnis, dass erst das Abbild eines Gegenstandes in Verbindung mit dem so strukturierten und kontrollierten Zugriff auf alle Informationen des Gegenstandes den Digitalen Zwilling darstellen, den wahren Nutzen bringen, und somit die Möglichkeiten neuer, erweiterter, digitaler Geschäftsmodelle eröffnet.
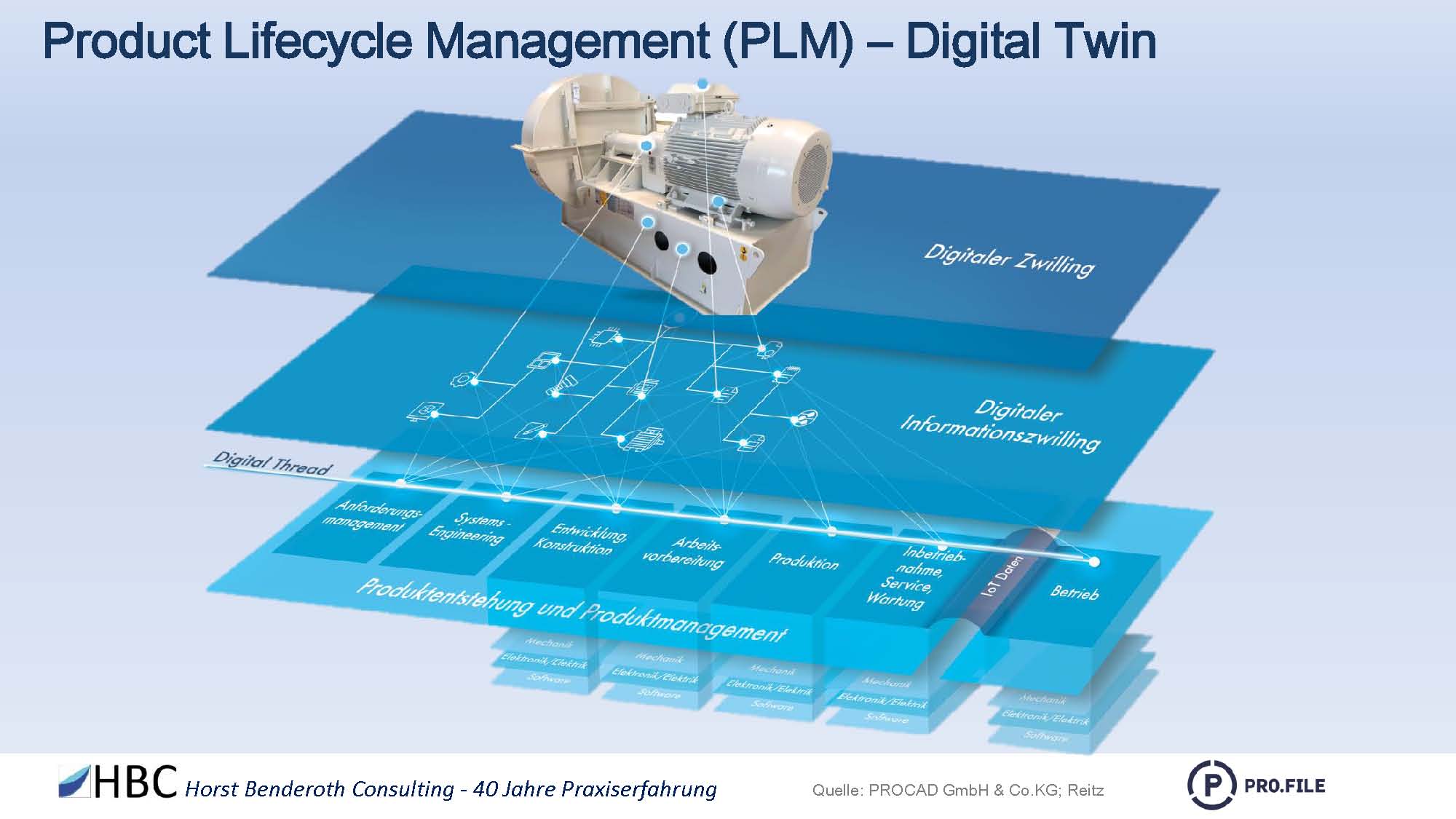 Bild 34: PROCAD GmbH & Co. KG, Konrad Reitz Ventilatoren GmbH & Co.KG
Bild 34: PROCAD GmbH & Co. KG, Konrad Reitz Ventilatoren GmbH & Co.KG
Womit ich auch schon bei meinem nächsten Thema dem Product Lifecycle Management (PLM) bin. Wie bereits in meinen letzten Berichten, habe ich auch zu diesem Thema meine Recherchen angestellt und letztlich mit dem Angebot der Firma PROCAD GmbH & Co.KG mit PRO.FILE ein durchgängiges System gefunden, dass von CAD-Datenmanagement, PDM-System, DMStec-System, Product Data Backbone, PLM-System und Collaborative PLM zu einem umfassenden Digitalisierungs-Konzept entwickelt wurde.
Ich habe deshalb mit Zustimmung der Firma PROCAD GmbH & Co.KG die Erläuterungen zu den einzelnen Modulen auf dem Weg von der Zeichnungsverwaltung bis zum Digital Engineering aus den Veröffentlichungen auf dem Wissensportal [1] der Firma PROCAD übernommen, weil ich denke, den Zusammenhang selbst nicht besser erklären zu können.
1. Fortschritt und Entwicklung.
„In Wirklichkeit hat PLM viele Väter: Seitdem Unternehmen Computerprogramme für die Konstruktion einsetzen, haben sie die Notwendigkeit, ihre technischen Produktdaten einfacher wieder finden und wieder verwenden zu können. Das inspirierte auch in Deutschland Softwarehäuser zur Entwicklung elektronischer Verwaltungssysteme. Obwohl PDM von Anfang an den Anspruch erhob, nicht nur die Datenverwaltung, sondern auch die Prozesse der Datenerzeugung und -bereitstellung zu unterstützen, wurde auch dieser Begriff bald wieder als zu eng empfunden. Nach einer Zeit des terminologischen Wettstreits fanden Software-Hersteller und Beratungsunternehmen im PLM-Begriff einen neuen gemeinsamen Nenner.“ [2]
1.1 Evolution des PLM in Unternehmen.
Die Zeichnungsverwaltung im Umfeld von Konstruktion und Fertigung hat seit den Anfängen der reinen CAD-Datenverwaltung eine eindrucksvolle Metamorphose durchschritten. Ging es zunächst um das reine Speichern und Auffinden von CAD-Daten, wurden schon bald darauf Zeichnungen, Dokumente und Stücklisten miteinander verbunden und in Beziehung zu Informationen aus ERP-Systemen gesetzt – der Schritt von der Zeichnungsverwaltung über das CAD-Datenmanagement zum Produktdatenmanagement (PDM-System) war getan.
Parallel dazu sind im kaufmännischen Umfeld seit den 90er Jahren elektronische Archiv- und Dokumentenmanagementsysteme (DMS) auf dem Vormarsch. Sind diese zudem in der Lage, technische Strukturen abzubilden, werden sie als DMStec bezeichnet. Um eine abteilungsübergreifende, durchgängige Arbeit mit produktrelevanten Daten und Dokumenten zu ermöglichen, ist wiederum der Brückenschlag zum Produktdatenmanagement (PDM)-System erforderlich. Ist er vollzogen, verfügen Unternehmen über ein einheitliches Product Data Backbone, das sowohl kaufmännische als auch technische Dokumente umfasst. Der Evolutionspfad führt weiter zur Prozess-Steuerung von Produktdaten und Informationenflüssen. Man spricht dann von Product Lifecycle Management (PLM)-System.
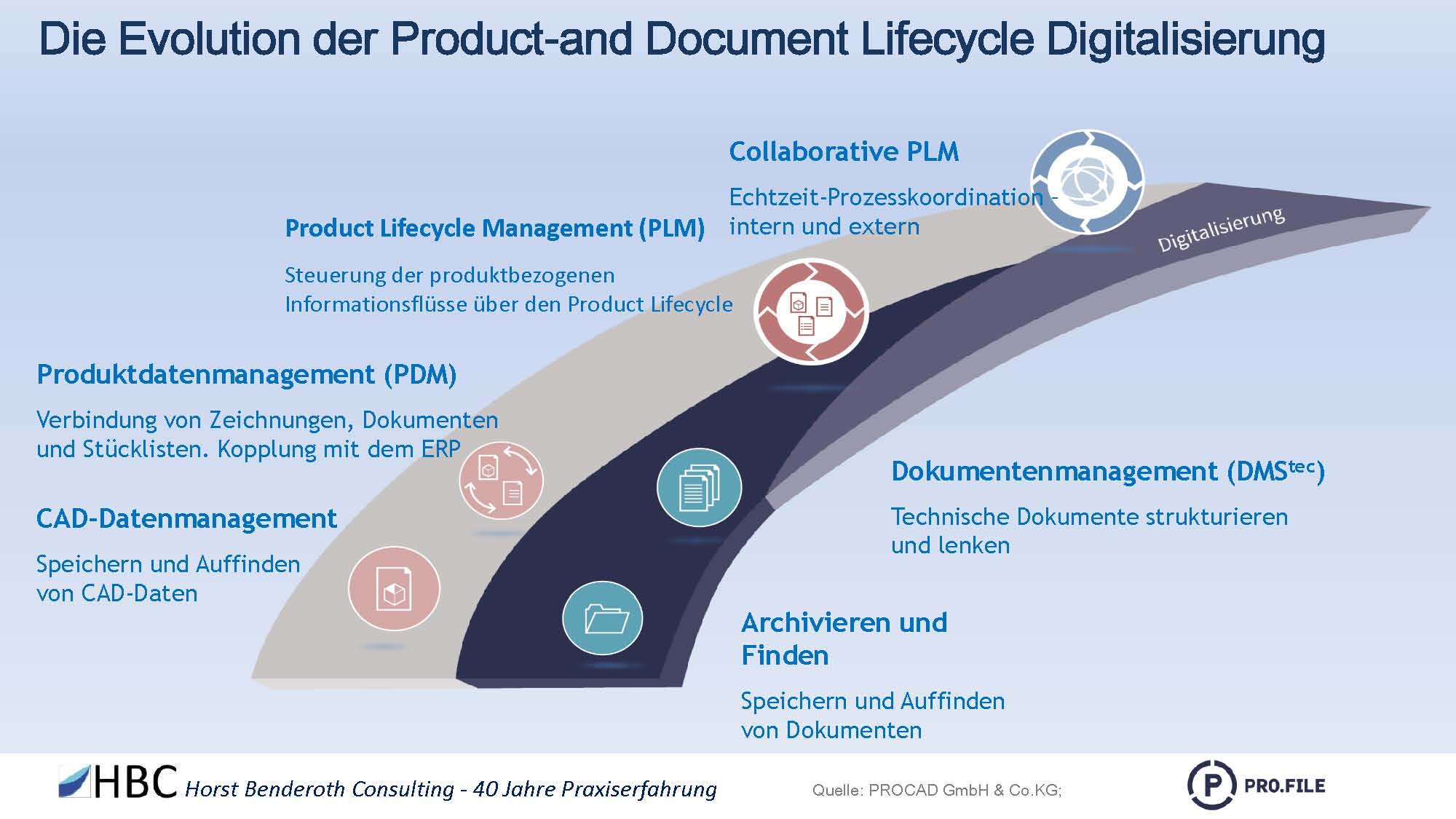 Bild 34:Quelle: PROCAD GmbH & Co. KG – Anwendungsbereiche
Bild 34:Quelle: PROCAD GmbH & Co. KG – Anwendungsbereiche
Aufgabe einer PLM-Lösung ist es, Durchgängigkeit zu schaffen. Das heißt, entlang der Prozesskette im Unternehmen – von den Anforderungen über die Konstruktion und Fertigung bis zu Vertrieb und Service – allen Beteiligten einen gesteuerten Zugriff auf eine einheitliche, gemeinsame Produktdatenbasis – das Product Data Backbone – zu ermöglichen.
Collaborative PLM erweitert diese Prozesse über die Unternehmensgrenzen hinaus bis hin zur höchsten Evolutionsstufe, dem Digital Engineering und damit der Digitalisierung der gesamten Prozesskette. Collaborative PLM ermöglicht intern und extern vernetzte Echtzeit-Prozesskoordination über den gesamten Produktlebenszyklus. Partner, Kunden und Lieferanten werden damit gesteuert in die Unternehmensabläufe eingebunden. Die organische Entwicklung der verschiedenen Evolutionsstufen – von der Zeichnungsverwaltung zur vollständigen Digitalisierung von Produktentstehung und Produktmanagement – wird in diesem Wissensportal der Firma PROCAD detailliert dargestellt.
2. CAD Datenmanagement.
Mit dem Einsatz von CAD-Systemen wie z. B. AutoCAD, Autodesk Inventor, Creo, Solid Edge oder Solidworks für die Erstellung technischer Zeichnungen am Bildschirm kam konsequenterweise die Notwendigkeit auf, diese Zeichnungen und ihre begleitenden Informationen elektronisch zu verwalten. CAD-Systeme verfügen jedoch häufig nur über rudimentäre Funktionen zum Speichern und Abrufen dieser CAD-Daten. Zeichnungsnummer, Teilebezeichnung, Änderungsstand oder Materialkennung, die der CAD-Konstrukteur benötigt, werden in einer Datenbank abgelegt und für Recherche und Änderungsprozesse bereitgestellt.
Um ein Produkt zu beschreiben, ist aber mehr erforderlich als die mechanische Zeichnung: Mechatronische Bauteile, Software (deren Produktanteil immer mehr zunimmt), Bedienungsanleitungen und sonstige Begleitdokumente kommen als weitere Informationsträger hinzu. Dieses Wissen unternehmensweit verfügbar zu machen, ist eine der zentralen Aufgaben des CAD-Datenmanagements, das sich nur mit einem durchgängigen Artikel- und Teilemanagement wirkungsvoll realisieren lässt.
Inhalte für CAD Datenmanagement:
2.1. Strukturierte Ablage von Informationen.
Zu den CAD-Daten gehören neben CAD-Modellen, Zeichnungen und Stücklisten sämtliche CAD-bezogenen Informationen wie Spezifikationen, Berechnungen, Fertigungsnotizen (NC-Programme), Arbeitspläne, Montageinformationen u.a. Beim CAD-Datenmanagement geht es um strukturierte Ablage, und zwar nicht einfach im Dateisystem, sondern organisiert und in einer strukturierten Form. Nur so lassen sich technisch anspruchsvolle Produkte effizient handhaben und zeitnah auf den Markt bringen. CAD-Modelle und die dazugehörigen Daten und Dokumente enthalten das gesamte Produktwissen, das Design- und Engineering-Know-how eines Unternehmens. Dieses muss unternehmensweit verfügbar und nutzbar gemacht werden.
CAD-Datenmanagement wie es sein sollte.
Jederzeit ist bekannt, wo ein Teil hingehört und wie es im Unternehmen eingesetzt wird. Konstrukteure sind immer auf dem aktuellen Stand und können Daten in Sekundenschnelle abrufen. CAD-Daten werden nicht versehentlich überschrieben. Es besteht Klarheit darüber, wer mit welchen Daten arbeitet.
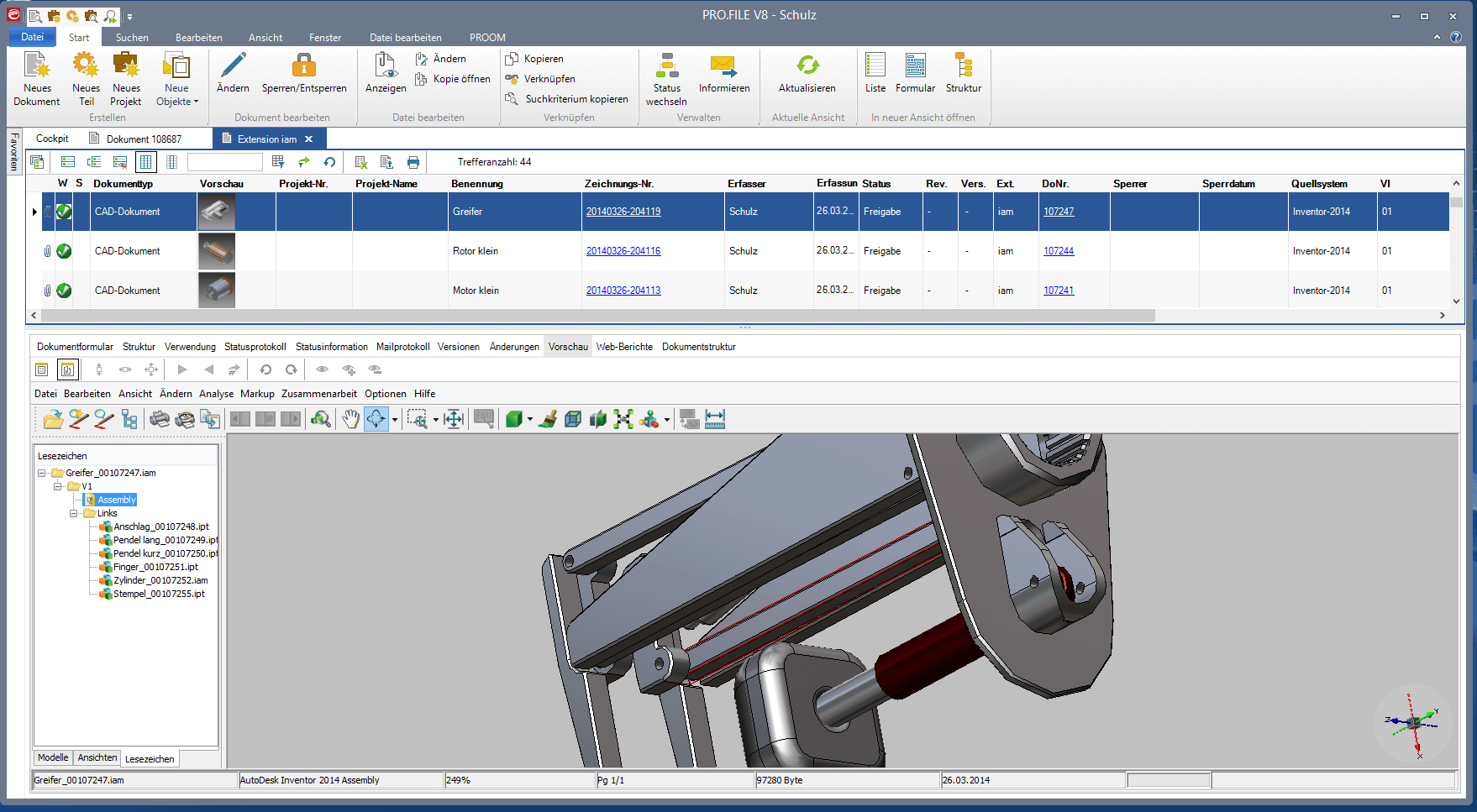 Bild 34:Quelle: PROCAD GmbH & Co. KG – CAD-Datenverwaltung.
Bild 34:Quelle: PROCAD GmbH & Co. KG – CAD-Datenverwaltung.
Steigende Anforderungen an das CAD-Datenmanagement.
Flache Datenhierarchien und kein durchgängiges Artikel- und Teilemanagement sind häufig noch Alltag in Unternehmen, welche sich der Arbeitsmethodik früherer 2D-CAD-Systeme bedienen. Viele Unternehmen haben sich jedoch an diese mittlerweile veraltete Arbeitsweise gewöhnt, ungeachtet der Tatsache, dass sie meist ineffizient und aufwändig ist und vor allem sind die Möglichkeiten stark begrenzt.
Denn die Aufgaben im CAD-Datenmanagement sind im Laufe der Jahre durch die Anzahl der Systeme, in denen produktionsbezogene Informationen entstehen, gewachsen: M-CAD, E-CAD, Anlagen- bzw. Maschinensteuerungen und die gesamte Office-Welt generieren beständig immer größere und heterogene Datenmengen. Deren Verwaltung ist komplex, denn die Daten müssen über den gesamten Produktlebenszyklus betrachtet werden können.
Unternehmen benötigen daher eine durchgängige End-to-End-Digitalisierung. Das CAD-Datenmanagement muss Informationen verfügbar und weiterverwertbar machen, damit andere Systeme diese ohne menschliche Interaktion sofort nutzen können. Mit diesen Anforderungen der Digitalisierung müssen sich heute Unternehmen aller Größenordnungen und Branchen auseinandersetzen.
Aufgabe eines modernen CAD-Datenmanagementsystems ist es aus diesem Grund, Referenzen und Verknüpfungen zwischen allen Informationen, die zur Beschreibung eines Produktes benötigt werden, zu bilden. Es vernetzt Wissen und gibt Informationen ohne manuellen Aufwand weiter. Dies reduziert Fehler, spart Aufwand und erleichtert immens die Handhabung von Produktdaten und den darin enthaltenen Informationen.
Wer also heute eine Zeichnung abspeichert, diese verschlagwortet und dazu eine Stückliste erstellt, betreibt schon gar kein CAD-Datenmanagement im engen, historischen Sinne mehr (denn dies hieße im Grunde, nur die Zeichnung mit den Referenzen zum Bauteil abzulegen). Er macht damit bereits den nächsten Schritt bei der Evolution des PLM in Unternehmen: der Schritt zum Produktdatenmanagement (PDM-System), d.h. die Verknüpfung von Zeichnungen, Dokumenten und Stücklisten in Verbindung mit einer bidirektionalen Kopplung zu ERP-Systemen.
Sinnvoll ist es daher, ein CAD-Datenmanagementsystem zu wählen, das bereits im Standard Referenzierung, Verknüpfung und ein durchgängiges Artikel- und Teilemanagement ermöglicht – kurz: ein PDM-System statt eines CAD-Datenmanagementsystems einführen. Die PDM/PLM-Software PRO.FILE bietet einen modularen Aufbau. Um auf eine digitale Plattform umzusteigen, implementiert der Anwender kein System, das entweder zu klein für die eigenen Bedürfnisse oder zu komplex und teuer ist, sondern er konfiguriert sich aus der Plattform ein CAD-Datenmanagement, das den momentanen Anforderungen entspricht. Wachsen diese, können ohne Probleme weitere Funktionalitäten in Richtung PDM- und PLM-System hinzugeschaltet werden. Ein zeitgemäßes CAD-Datenmanagementsystem sollte immer ein hilfreiches, anpassungsfähiges Werkzeug sein – niemals eine Hürde.
2.2. Multi-CAD
In vielen Konstruktionsabteilungen ist heute nicht mehr nur ein einziges CAD-System im Einsatz, sondern die Konstrukteure arbeiten mit Produkten mehrerer Hersteller. Das liegt unter anderem daran, dass Kunden dies verlangen. Ein CAD-Datenmanagementsystem sollte daher multi-CAD-fähig sein, sowohl im mechanischen Bereich als auch bezüglich der Integration von E-CAD-Systemen. Die Lösung PRO.FILE zum Beispiel stellt Integrationen zu über 30 CAD-Systemen wie AutoCAD, Autodesk Inventor, Creo, Solid Edge oder Solidworks aus den Bereichen Mechanik, Elektrotechnik und Elektronik zur Verfügung. Durch die multiple CAD-Anbindung ist eine gemeinsame systemweite Produktdatenhaltung möglich, ohne die Mechatronik heute gar nicht mehr denkbar wäre. Der Fokus muss auf einer gesamtheitlichen Produktdatenhaltung liegen. Mechanische CAD-Daten allein zu verwalten, reicht heute nicht mehr aus.
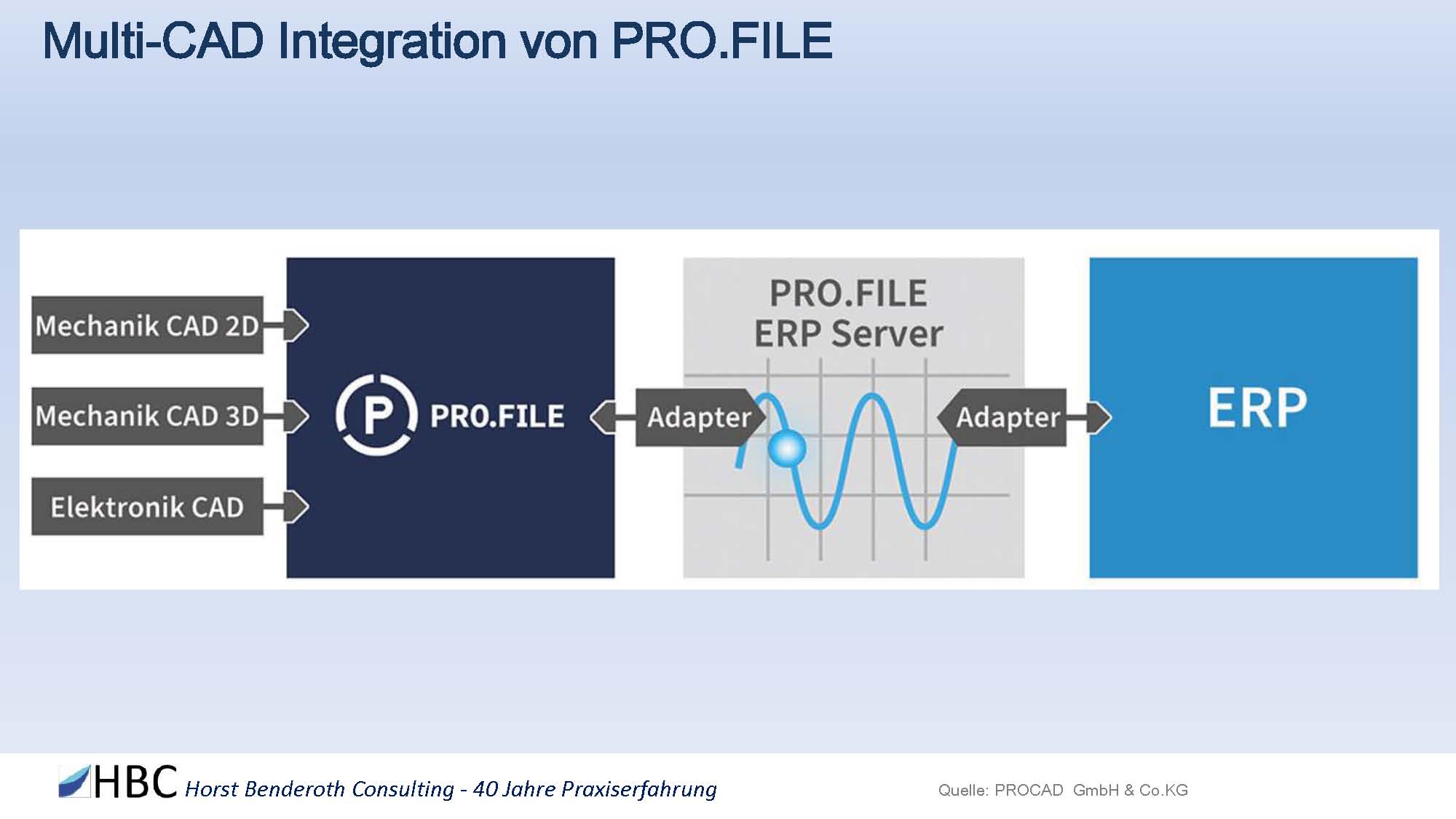 Bild 36:Quelle: PROCAD GmbH & Co. KG – Verwaltung von Multi-CAD-Daten
Bild 36:Quelle: PROCAD GmbH & Co. KG – Verwaltung von Multi-CAD-Daten
Sechs Gründe für die Verwaltung von Multi-CAD-Daten mit einem PDM-System.
- Produktinformationen sind sicher gespeichert und geschützt im Zugriff.
- Teile und Baugruppen sind abrufbar und wiederverwendbar.
- Änderungen sind nachvollziehbar; es wird stets mit den neuesten Versionen gearbeitet.
- CAD-Daten werden anderen Abteilungen bereitgestellt.
- Stücklisten und Artikelstammdaten werden automatisch für Produktionsplanung, Einkauf und Fertigung (ERP-Integration) bereitgestellt.
- Vereinfachtes Handling von Produktvarianten
2.3. 3D CAD-System.
Die CAD-Technik schreitet unaufhaltsam voran. 3D CAD-Systeme haben ältere Software, die noch auf 2D-Basis arbeitet, fast komplett abgelöst. Grund hierfür ist nicht nur eine weitere Dimension und ihr Vorteil der Verständlichkeit durch räumliche Wahrnehmung. 3D CAD bedeutet, dass man mit Referenzen arbeitet, und zwar zwischen den heterogenen CAD-Daten. Wird im Modell etwas geändert, muss sich dies in der Zeichnung widerspiegeln. Wird der Werkstoff im CAD-System ausgetauscht, geschieht dies automatisch auch im Verwaltungssystem. Gewaltige neue Anforderungen, die damit bei der Evolution des PLM in Unternehmen auf das CAD-Datenmanagement zugekommen sind. Es gilt, diese im Sinne durchgängiger Prozess- und Informationsketten untereinander zu verknüpfen. Dieser Informationsbrückenschlag wird benötigt, um Informationen, von der Idee bis zum fertigen Produkt, zu bekommen, wann und wo immer sie benötigt werden.
3D CAD ist Standard in der Produktentstehung.
Die Modellierung mit einem 3D CAD-System ist Standard in der Produktentstehung und dem Produktmanagement. 3D-Modelle sind geprägt durch hoch komplexe Datenstrukturen. Die CAD-eigenen Strukturen (Teile und Baugruppen) sowie Referenzen zu externen Dokumenten müssen gepflegt werden. Über eine nicht strukturierte Ablage im File-System ist diese Aufgabe nicht mehr zu beherrschen. Zudem ist die Sicherung dieser Daten erforderlich. Produktentstehungsprozesse und 3D CAD-Systeme werden durch PDM/PLM-Systeme verbunden. So gelingt es, die wesentlichen Potenziale einer beschleunigten Produktbereitstellung auf höchstem Qualitätsniveau effizient zu aktivieren.
Funktionale Elemente von PDM/PLM im CAD-Datenmanagement.
- Bereitstellung der CAD-Daten in einem geschützten Speicherraum
- Überwachung und Konsistenzsicherung aller Referenzen zwischen CAD-Modellen durch Versionierung und Variantenbildung
- Sicherheit, dass beim Ändern oder Löschen einzelner Komponenten fremde Baugruppen nicht zerstört werden
- Unterstützung der Parametrisierung und Strukturierung der Teilefamilien
- Verwendungsnachweise und Stücklisten in unterschiedlichen Formaten
- Bereitstellung von Geometrieparametern aus dem CAD-System in Sachmerkmalleisten des PDM-Systems
Vorteile von PDM/PLM im CAD-Datenmanagement (z.B. AutoCAD, Autodesk Inventor, Creo, Solid Edge oder Solidworks).
- Rückverfolgbarkeit dank Versions- und Variantenmanagement
- Steuerung und Überwachung von Informationen aus unterschiedlichen CAD-Systemen oder NC-Programmen, sowie Arbeitspläne und neutralen Zeichnungen
- Sicherheit durch Freigabeprozesse und Änderungsmanagement
- Parallelarbeit und Simultaneous Engineering – immer auf dem aktuellsten Stand
3. Das PDM-System.
„Das Produktdatenmanament (PDM-System) speichert und verwaltet produktdefinierende, -repräsentierende und -präsentierende Daten als Ergebnis der Produktentstehung und stellt sie im gesamten Produktlebenszyklus zur Verfügung“ [3].
Die Softwaregattung der PDM-Systeme entwickelte sich aus den Unzulänglichkeiten der reinen Zeichnungsverwaltung mit einem CAD-Datenmanagementsystem heraus. Der Grund: Zur Darstellung technischer Anlagen reicht es nicht aus, diese in Form von technischen Zeichnungen darzustellen. Es müssen sämtliche Informationen, die ein Produkt über seinen gesamten Entwicklungs- und Fertigungsprozess begleiten und dokumentieren, hinzugezogen werden. Das Problem der reinen CAD-Modell- bzw. Zeichnungsverwaltung war insbesondere die drastische Zunahme der Produktdatenmengen.
Die steigende Produktkomplexität führte zudem zu einem höheren Grad an Vernetzung der Produktdaten, so dass das Finden neuer Konzepte zur Produktdatenverwaltung dringend notwendig wurde.
Inhalte für das PDM-System:
3.1. Produktdatenmanagement (PDM-System.
Produktdatenmanagement (PDM-System) stellt bei der Evolution im Unternehmen im technischen Umfeld den zweiten Schritt nach dem reinen CAD-Datenmanagement dar. Während es bei letzterem um das reine Speichern und Auffinden von CAD-Daten geht, werden beim Produktdatenmanagement Zeichnungen, Dokumente und Stücklisten miteinander verbunden und mit ERP-, Workflow- oder einem Dokumentenmanagementsystem (DMStec-System) gekoppelt. Somit umfasst das Produktdatenmanagement jegliche Informationen, die zur Beschreibung eines Produktes benötigt werden – aus CAD, ERP und PLM. Seine Aufgabe ist es, Ergebnisse aus Produktentstehung und Produktmanagement in Form von Daten und Dokumenten zu speichern, zu verwalten und über den Produktlebenszyklus bereitzustellen. PDM ist also mehr als reine Zeichnungsverwaltung.
Mit einer PDM-Software werden Stücklisten zwischen dem CAD- und dem ERP-System automatisiert und transaktionssicher ausgetauscht, anstatt abgetippt und manuell in die ERP-Software eingegeben zu werden. Konstruktions- und Einkaufsartikel werden ebenfalls automatisch synchronisiert. Ein flexibel anpassbares Regelwerk bestimmt die Datensynchronisation, die sich über das PDM-System zentral steuern und überwachen lässt. Dieses wird zur Brücke zwischen ERP-, CAD und PDM-Landschaft. Das Unternehmen verfügt über eine integere Produktdatenbasis, weil alle zur Produktion gehörenden Informationen nicht separat in Produktentstehung und Projektmanagement, in der Instandhaltung, in der Entwicklung sowie der Fertigung gepflegt, sondern bereichsübergreifend zur Verfügung gestellt werden. So kann die Konstruktionsabteilung bei Bedarf von ihrem CAD-Arbeitsplatz über das PDM-System direkt auf Lieferanten- und Materialstammdaten im ERP-System zugreifen. Die Fehleranfälligkeit sinkt signifikant, das Unter-nehmen vermeidet teure und ineffiziente Mehrfachentwicklungen.
3.2. ERP-Systeme.
Entwicklung und Konstruktion arbeiten traditionell in einer CAD-Software und legen die Produktdaten im CAD-Datenmanagementsystem (z.B. AutoCAD, Autodesk Inventor, Creo, Solid Edge oder Solidworks) ab. Auf der anderen Seite stehen Arbeitsvorbereitung, Einkauf, Disposition und Fertigung, deren Informationen im ERP-System gepflegt werden. PDM/PLM-Systeme lassen sich an der Nahtstelle beider IT-Systeme einsetzen. Als einheitliches Produktdatenrückgrat (Product Data Backbone) integrieren sie ERP und CAD und synchronisieren die Produktdaten zwischen beiden Welten.
Bei der Integration von CAD und PDM– (bzw. im weiteren Schritt auch PLM-)Systemen mit einem ERP-System geht es im Wesentlichen um den Austausch und die Übergabe von Artikelstammdaten, Produktstrukturen (Baugruppen), Stücklisten sowie Dokumenten aus Mechanik-, Elektro- und Elektronik-Entwicklung an das ERP-System. Stücklisten aus Mechanik und Elektrotechnik fließen im ERP in einer einheitlichen mechatronischen Stückliste zusammen. Automatisch wird dadurch verhindert, dass etwa ein Antrieb, der sowohl als mechanische als auch als elektrische Komponente betrachtet werden kann, vom Einkauf gar nicht oder doppelt bestellt wird.
Umgekehrt kann die Entwicklungs- bzw. Konstruktions-Abteilung Informationen durch das PDM/PLM-System im ERP-System einsehen, etwa Preise oder Informationen über die Lagerverfügbarkeit von Zukaufartikeln. Dies ist wichtig, wenn zum Beispiel der Einkauf mit einem Lieferanten Sonderkonditionen ausgehandelt hat. Darüber müssen die Konstrukteure Bescheid wissen. Dank einer CAD-, ERP- und PLM-Integration stehen solche Informationen sofort für alle Beteiligten sichtbar bereit. Über die CAD-PDM/PLM-ERP-Integration stellt die Einkaufsabteilung sicher, dass die Vorzugsteile, die das Unternehmen mit bestimmten Lieferanten vereinbart hat, in der Konstruktion auch verwendet werden.
D.h. Prozesssichere ERP-Kopplung mit PRO.FILE – Standardlösung statt Sonderprogrammierung.
Datenhoheit – Welches ist das führende System?
Werden alle produktnahen Informationen miteinander geteilt, stellt sich die Frage nach der Datenhoheit. Wer vergibt die Artikelnummern bzw. Materialstamm-Nummern? In welchem System liegen die Artikel- und Teilestammdaten? Wo werden Stücklisten gepflegt? Im CAD- und PDM System, in dem die Bauteile entwickelt werden, oder in der ERP-Lösung, in der alle fertigungs- bzw. einkaufsrelevanten Daten liegen und Kosten sowie Arbeitspläne zusammenlaufen?
Die Praxis zeigt: In den meisten Unternehmen tragen Entwicklung / Konstruktion und Arbeitsvorbereitung gemeinsam die Verantwortung. Materialnummern sind deshalb frei wählbar. Die Systeme synchronisieren einfach die festgelegten Nummern. Dies ist auch folgerichtig, denn es geht um die optimale Gestaltung von Prozessen.
Der Prozess bestimmt, wo und wann welche Daten gebraucht werden. Wo diese letztlich gespeichert sind, ist zweitrangig. Die Fachabteilungen stellen das Datenmaterial bereit, die IT unterstützt bei Zusammenführung und Synchronisation. Durch schnellere und sicherere Prozesse und Vermeidung von Dubletten können die Anwender dabei hohe Summen einsparen.
3.3. Datensynchronisation.
Getrennte Produktdatenhaltung und das manuelle Übertragen von Informationen zwischen verschiedenen IT-Systemen führen in Unternehmen häufig zu Irrtümern, Nacharbeiten und unnötigen Kosten. Vermeiden lassen sich diese typischen Folgen durch konsistente Daten und einen automatisierten Abgleich zwischen den IT-Systemen. Bei technischen Unternehmen liegt genau in dieser Synchronisation von Artikelstammdaten, Stücklisten und Projektdaten zwischen Konstruktion und Produktion die große Herausforderung. Denn dazu muss erst einmal geklärt sein, welche Daten zwischen der CAD-Software, dem ERP-System und einer dazwischenliegenden PDM/PLM-Lösung ausgetauscht werden sollen und wie die Schnittstellen gestaltet sein müssen.
 Bild 37:Quelle: PROCAD GmbH & Co. KG – PRO.FILE – Auftragsakte
Bild 37:Quelle: PROCAD GmbH & Co. KG – PRO.FILE – Auftragsakte
Wo nicht richtig synchronisiert wird, stocken im produzierenden Gewerbe die Arbeitsabläufe. Klassische Ursachen: Stücklisten stimmen nicht, Zeichnungen sind veraltet, erforderliche Zukaufteile werden zu spät an den Einkauf gemeldet. Gehen falsche oder unvollständige Informationen in der Disposition ein, entstehen Fehler. Nacharbeiten in der Produktion werden erforderlich, gegebenenfalls muss sogar neu gefertigt werden – typische Probleme in der Zusammenarbeit zwischen Konstruktion und Fertigung und der Grund für Spannungen zwischen den Fachabteilungen.
Kernelement bei der Datensynchronisation ist die Übergabe von Artikelstamm-daten, Produktstrukturen (Baugruppen), Stücklisten sowie Dokumenten aus Mechanik-, Elektro- und Elektronik-Entwicklung an das ERP-System. Hier fließen die Stücklisten aus der Mechanik und Elektrotechnik in eine gemeinsame mechatronische Stückliste zusammen. So wird verhindert, dass etwa ein Antriebsmotor, der gleichsam als mechanische und elektrische Komponente betrachtet werden kann, vom Einkauf gar nicht oder doppelt bestellt wird.
Bidirektionale Datenübermittlung.
Veraltete Zeichnungen und Fertigungsdokumente sind ein typischer Stolperstein auf dem Weg zur fehlerfreien Produktion. Sie lassen sich vermeiden, indem es stets nur eine Zeichnung gibt, die – als neutrales PDF-, PDF/A- oder TIF-Dokument – im direkten Zugriff für alle Abteilungen bereitsteht. Dies ermöglicht die PLM-Lösung. Sie sorgt dafür, dass Zeichnungen und andere Dokumente aus der Konstruktion im ERP-System verfügbar sind.
Auch der umgekehrte Weg muss funktionieren: Mitarbeiter aus der Entwicklung haben Zugriff auf Informationen im ERP, etwa Preise oder die Lagerverfügbarkeit von Zukaufartikeln. Hat der technische Einkauf mit seinem Lieferanten für Motoren bestimmte Konditionen vereinbart, muss diese Verwendungsvorgabe über die CAD-ERP-Integration an die Konstruktion kommuniziert werden. Dies lässt sich – wie etwa beim PDM/PLM-System PRO.FILE – über ein Ampelsystem für Zukaufteile umsetzen: gelb, wenn diese empfohlen werden, grün, wenn sie erlaubt sind und rot, wenn sie nicht verwendet werden dürfen.
3.4. Stücklisten.
„Eine Stückliste ist eine strukturierte Anordnung von Objekten (z. B. von Bauteilen) eines umfassenderen Objektes, insbesondere von Erzeugnissen (Produkten) oder Baugruppen bzw. eines Zusammenbaus, wobei eine fortlaufende Liste die einfachste Form der Anordnung darstellt.“ [4]
Konsistente Stücklisten sind die Voraussetzung für eine fehlerfreie Produktion. Stücklisten im ERP-System sowie im CAD/PDM/PLM-Umfeld sollten daher die gleiche Struktur aufweisen. Dadurch können Dubletten gar nicht erst entstehen. Gewährleistet wird dies durch eine automatisierte Synchronisation von Artikelstammdaten, Stücklisten und Projektdaten zwischen Konstruktion, Produktion und dem kaufmännischen Bereich. Mit konsistenten gemeinsamen Dokumenten und dem automatisierten Abgleich zwischen den verschiedenen IT-Systemen können Unternehmen Irrtümer sowie Nacharbeiten vermeiden und dadurch unnötige Kosten verhindern.
Eine PDM/PLM-Software wie PRO.FILE, an der Nahtstelle beider IT-Systeme eingesetzt, übergibt die Stücklisten automatisch von CAD und PDM an das ERP. Sie werden damit – analog den Artikelstammdaten – automatisch abgeglichen, wenn sie in verschiedenen Formen vorliegen, als Konstruktions-, Baukasten- und Mengenstücklisten. Die PDM/PLM-Software wird dadurch im Stammdatenmanagement zur Datendrehscheibe zwischen Entwicklung, Beschaffung, Fertigung, Vertrieb und Service.
3.5. Teilemanagement.
Die Synchronisation von Artikelstammdaten ist ein wesentliches Merkmal bei der ERP-Integration des Produktdatenmanagements (PDM/PLM). Konsistente Artikelstammdaten sind essentiell für durchgängige, fehlerfreie Arbeitsabläufe im Unternehmen und ein deutlicher Kostensenker. Das PDM/PLM-System übergibt Artikelstammdaten automatisch aus der Entwicklung in die Arbeitsvorbereitung, die Fertigung und den Einkauf. Im Gegenzug stellen diese Abteilungen der Entwicklung bevorzugte Norm- und Zukaufteile bereit. Die PDM/PLM-Software sorgt für einen automatischen Abgleich der Bezeichnungen und Merkmale im Stammdatenmanagement. Damit wird verhindert, dass bestimmte Teile und Baugruppen in der Produktion anders benannt sind als in der Arbeitsvorbereitung. Ergebnis ist ein sauberes und konsistentes Teilemanagement.
Verschiedene Studien der letzten Jahre kommen zu dem Ergebnis, dass durch die automatische Übertragung von Artikelstammdaten aus dem CAD ins PDM/PLM sowie ERP und die Reduzierung von Dubletten bei Zukaufteilen rund 10 Prozent neue Teile pro Jahr eingespart werden können. Multipliziert man dies mit den durchschnittlichen Kosten für die Pflege eines Datensatzes im ERP-System (Anlage von Lieferanten, Vergabe von Artikelnummer und Bezeichner, Abstimmungsprozesse) und rechnet noch die Kosten für Einkauf, Wareneingangsprüfung und Rechnungsstellung hinzu, so kann ein durchschnittlich großes Unternehmen in der Fertigungsbranche durch die Synchronisation seiner Artikelstammdaten jährlich signifikant Kosten sparen.
Um Artikelstammdaten zu vereinheitlichen, genügt es nicht, Daten unkontrolliert über Excel-Tabellen oder ASCII-Dateien auszutauschen. Für eine ordentliche Synchronisation sind eine transparente Prozess-Steuerung und die Dokumentation des Austauschprozesses (Monitoring) erforderlich.
Das PDM/PLM-System PRO.FILE beispielsweise setzt auf Standards und verwendet für die Synchronisation der Artikelstammdaten den PRO.FILE ERP Server. Über einen Adapter werden die Daten aus dem CAD-Kontext angeliefert und über den Microsoft BizTalk Adapter an das ERP übertragen und umgekehrt.
Ohne Programmierung können im PDM/PLM-System
- Artikelmerkmale aus dem CAD-System, wie AutoCAD, Autodesk Inventor, Creo, Solid Edge oder Solidworks, den entsprechenden Merkmalen der ERP-Materialien zugeordnet werden
- die Ablauflogik der Datenübertragung festgelegt werden.
- Dies verkürzt den Projektaufwand erheblich.
3.6. CAD und PDM.
Unter CAD-Datenmanagement verstand man anfangs das Speichern und Abrufen von CAD-Daten – die zu den kritischsten Werten eines Unternehmens zählen. Dazu gehören neben CAD-Modellen, Zeichnungen und Stücklisten sämtliche CAD-bezogenen Informationen wie Spezifikationen, Berechnungen, Fertigungsnotizen (NC-Programme), Arbeitspläne, Montageinformationen u.a.
Es geht darum, diese nicht einfach im Dateisystem abzulegen, sondern organisiert und in einer strukturierten Form. Anders lassen sich technisch anspruchsvolle Produkte nicht effizient handhaben und zeitnah auf den Markt bringen. CAD-Modelle und die dazugehörigen Daten und Dokumente enthalten das gesamte Produktwissen, das Design- und Engineering-Know-how eines Unternehmens. Dieses muss unternehmensweit verfügbar gemacht werden.
Grundelement einer professionellen Produktdatenverwaltung in der Fertigung ist die parallele Integration von CAD-Systemen (wie AutoCAD, Autodesk Inventor, Creo, Solid Edge oder Solidworks) und PDM. Ohne eine CAD-Integration in das PDM/PLM-System lassen sich insbesondere technisch anspruchsvolle Produkte nicht effizient entwickeln und in der erforderlichen Geschwindigkeit zur Marktreife bringen.
Das Know-how über ein Produkt steckt im Wesentlichen in den CAD-Modellen sowie den damit eng verbundenen Daten und Dokumenten. Dieses Wissen aus Entwicklung und Konstruktion wird auch in anderen Unternehmensbereichen benötigt. Die Integration von CAD, ERP und PLM macht diese Informationen allen Mitarbeitern, die entsprechend berechtigt sind, zugänglich. Dabei werden, unabhängig vom CAD- und ERP-Systemtyp, alle Daten (CAD-Modelle, Fertigungs- und Montage-Zeichnungen, NC-Programme, Artikelstammdaten, Stücklisten bis hin zu Dokumenten mit Grafiken, Texten oder Berechnungstabellen) sicher im Datentresor des PDM-Systems gespeichert. Das ermöglicht die Aktualität und Konsistenz der Produktdaten innerhalb und zwischen der Abteilungen.
Nutzen von PDM im CAD-Datenmanagement (bspw. AutoCAD, Autodesk Inventor, Creo, Solid Edge oder Solidworks):
- Sichere Ablage und geschützter Zugriff auf Produktinformationen
- Ablage aller Produktinformationen, unabhängig von den eingesetzten Autorensystemen aus den Bereichen Mechanik-CAD, Elektro-CAD, Elektronik, Office, E-Mails
- Zusammenfassung von Informationen in Kunden-, Maschinen- und Lebenslaufakten
- Automatische Bereitstellung gültiger Zeichnungen für die Fertigung
- Automatische Synchronisierung von Artikelstammdaten und Stücklisten zwischen Konstruktion/Entwicklung und Arbeitsvorbereitung/Fertigung/Service
3.7. Mechatronik.
Es gibt heute kaum ein Maschinenbauelement, das noch ohne Komponenten der Elektronik/E-Technik auskommt und keine elektronischen Steuerungsbefehle empfängt. Mechatronische Produkte wie das Bedienpanel eines Roboterarms beinhalten mechanische Baugruppen, elektrische Komponenten und häufig auch elektronische Bausteine mit Software. Vielfach kommen noch Hydraulik- und Pneumatik-Komponenten hinzu. Die mechatronischen Systeme sind dadurch komplex und funktionieren nur dann fehlerfrei, wenn alle Einzelaspekte exakt aufeinander abgestimmt sind. Technische Unternehmen müssen sich daher heute mit Mechatronik beschäftigen. Für das PDM/PLM-System bedeutet dies, dass es neben den mechanischen Teilen auch solche aus dem Bereich E-Technik/Elektronik in einer gemeinsamen CAD-Daten-Basis (Multi-CAD) verwalten muss.
Tiefe Gräben überwinden.
Die Gräben zwischen Mechanik und Elektronik sind traditionell tief: Beide Bereiche verfolgen unterschiedliche Denkmuster und Lösungsmethoden. Es gibt verschiedene Daten- und Produktstrukturen sowie getrennte Autorensysteme und Datenhaltungstools. Weil Mechanik und Elektronik zudem zeitlich versetzt arbeiten, ist eine Abstimmung nicht immer leicht. Deshalb laufen an der Schnittstelle zwischen M-CAD und E-CAD noch viele Vorgänge von Hand. Entwicklungsingenieure tauschen Einbaudaten, Kabellängen oder Steckerbelegungen mit Hilfe von Excel-Tabellen oder per E-Mail aus.
Ein PDM/PLM-System schlägt hier eine Brücke, indem es Produktdaten- und Informationsflüsse über Abteilungsgrenzen hinweg steuert. Als Product Data Backbone führt es alle Elemente eines Produktes aus Mechanik, Elektrotechnik, Elektronik, Hydraulik, Pneumatik und Software in einer gemeinsamen Stückliste. Es speichert die Unterlagen gemeinsam in der Datenbank ab und stellt sie über eine Bedienoberfläche zur Verfügung. Damit garantieren diese Systeme eine saubere Durchgängigkeit von der Entwicklung über die Prozesse in der Verwaltung bis zur Übergabe vom PDM/PLM-System ans ERP-System.
Mechanik-Konstrukteure können dadurch bei der Gehäuse-Konstruktion die Layoutpläne aus der Elektronikentwicklung einsehen. Elektroniker kennen die Abmessungen und Bohrstellen des Gehäuses, in die eine Platine eingebaut werden muss. Dies ist besonders wichtig, wenn die Arbeitsgruppen räumlich voneinander entfernt arbeiten. Eine PDM/PLM-Software wie PRO.FILE stellt die hierfür notwendige gemeinsame Datenbasis für ein interdisziplinäres Arbeiten bei der Mechatronik zur Verfügung!
3.8. ROI-Kalkulation.
Die Abschätzung, ab wann sich der Einsatz eines DMS/PDM/PLM-Systems lohnt, ist eine komplexe Aufgabe. Eine Vielzahl von Variablen spielt hinein: Anzahl der Konstrukteure, Summe der neukonstruierten Teile und deren durchschnittliche Kosten, Anzahl der Wiederverwendungen, Varianten/neuen Einkaufsteile p.a. und deren durchschnittliche Kosten. Auch wie viele Stücklisten pro Woche (zu welchem Stundensatz) manuell eingegeben werden, wie viele Änderungen es pro Woche gibt und wie hoch der Aufwand je Änderungsiteration ist, kann eine Entscheidung pro oder contra PLM beeinflussen.
Unter www.procad.de/roi-kalkulator stellt PROCAD deshalb einen ROI-Kalkulator als Online-Werkzeug bereit, in dem Interessierte ihre individuellen Daten eingeben können. Unterstützt vom kostenlosen PROCAD-Service zur Beurteilung der Wirtschaftlichkeit speziell für das jeweilige Unternehmen lässt sich damit in Erfahrung bringen, inwieweit PLM-Lösungen unterstützen, wo Prozesse verbessert werden können und ob sich diese Effekte überhaupt rechnen. PROCAD bringt dafür Erfahrungen aus über 1.000 erfolgreichen Projekten mit und kann daher den Nutzen einer PLM-Lösung realitätsnah abschätzen. So steht der Entscheidungsprozess von Anfang an auf einer soliden Basis.
4. DMStec-System.
Seit den 90er Jahren sind im kaufmännischen Umfeld elektronische Archiv- und Dokumentenmanagementsysteme (DMS-Software) auf dem Vormarsch. Letztere zeichnen sich gegenüber der reinen Archivierung durch zusätzliche Funktionen für Check-in/Check-out und Versionierung aus, beziehen also die gesicherte Bearbeitung aktueller Dokumente mit ein. Zusätzlich zu DMS wird heute auch der Begriff Enterprise Content Management (ECM) verwendet. Trotz unterschiedlicher theoretischer Definitionen verwenden die Hersteller solcher Systeme beide Begriffe zumeist synonym. Generell versteht man unter ECM/DMS heute sämtliche Technologien und Methoden zur Erfassung, Verwaltung/Verarbeitung, Bereitstellung, Speicherung und Archivierung von Informationen zur Unterstützung der Geschäftsprozesse im Unternehmen.
Inhalte für das DMStec-System.
4.1 Dokumentenmanagementsystem (DMStec)
Das Thema Dokumentenmanagement für technische Unternehmen ist eine abteilungs- und funktionsübergreifende Herausforderung. Die Entwicklung technischer Produkte und Dienstleistungen finden unter immer größerem Zeitdruck statt. Realität in vielen Fällen: Die Entwicklung, die Produktion und der Vertrieb arbeiten am gleichen Produkt, aber auf einer unterschiedlichen Informationsbasis. Dokumentenmanagement ist unmittelbar verbunden mit Arbeitsprozessen und der Lenkung von zugehörigen Dokumenten. Besondere Anforderungen an das Dokumentenmanagement bestehen durch die häufig projektorientierte Arbeitsweise. Unterlagen aus unterschiedlichen Gewerken und Arbeitsbereichen müssen dabei zusammengeführt und auf einem vollständigen und gültigen Stand gehalten werden.
In hochkomplexen Umgebungen technischer Unternehmen stoßen herkömmliche Dokumentenmanagementsysteme regelmäßig an ihre Grenzen. In solchen Firmen treffen technische Produktstrukturen auf verschiedenste technische Dokumente wie z.B. Zeichnungen, Produkt-Dokumentationen oder Spezifikationen. Diese Informationen stehen in einem engen Strukturzusammenhang, der über die einfache Ablage von einzelnen Dokumenten nicht dargestellt werden kann. Die Informationen solcher Dokumente wie z.B. Änderungsanträge haben einen Zusammenhang zu technischen Bauteilen und wiederum zu anderen Informationen aus Dokumenten wie der Produktdokumentation, die in herkömmlichen DMS nicht zu verwalten sind.
Für den Anwendungsbereich, der Dokumente verwaltet, aber auch technische Produktstrukturen in Beziehung setzt, hat sich unter dem Begriff „DMStec“ daher eine spezielle Kategorie von Dokumentenmanagementsystemen (DMS) etabliert. DMStec-Systeme erlauben die Abbildung technischer Strukturen und bilden gemeinsam mit PLM das Product Data Backbone eines Unternehmens, das wiederum die Basis für die Abbildung digitalisierter Abläufe darstellt.
Mit DMStec auch vom Home-Office aus auf geschäftsrelevante Dokumente zugreifen.
Ausreichend Notebooks und eine gute Internetanbindung – sie sind die Basis, auf der Unternehmen ihre Beschäftigten von zuhause aus arbeiten lassen zu können. Um die im Büroalltag etablierten und gelebten Prozesse auch im Home-Office aufrecht zu erhalten, müssen Firmen jedoch zunächst die notwendige Ausgangssituation schaffen. Denn die Realität sieht oft anders aus: Beschäftigte kopieren sich wichtige Dokumente auf den USB-Stick, um sie zu Hause zu bearbeiten. Oder sie schicken sich die Unterlagen per E-Mail – was im Prinzip auf das Gleiche hinausläuft. Dann aber ist das zentrale Prinzip eines elektronischen Dokumentenmanagementsystems (DMS) durchbrochen: Dokumente zentral vorzuhalten und durch Versionierung sowie Check-in/Check-out-Mechanismen zu verhindern, dass Dubletten entstehen und Zwischenbearbeitungsstände verloren gehen.
In technischen Unternehmen vermögen Systeme der Kategorie DMStec zusätzlich technische Produktstrukturen abzubilden und sie untereinander in Beziehung zu setzen. Gemeinsam mit dem PLM bilden DMStec das Product Data Backbone eines Unternehmens – eine einheitliche Informationsbasis, auf welche alle Abteilungen, die am gleichen Produkt arbeiten (Entwicklung, Produktion, Vertrieb…) gemeinsam zugreifen und sie als Ausgangspunkt für die Abbildung digitalisierter Abläufe nutzen. Wenn viele Beschäftigte aus dem Home-Office arbeiten, ist ein solches zentrales Datenrückgrat essentiell für die Aufrechterhaltung wichtiger betrieblicher Geschäftsabläufe. Lokal kopierte, ausgelagerte Dateien durchbrechen dieses Prinzip fundamental.
Mit einem DMStec greifen alle – egal, ob sie im heimischen Arbeitszimmer oder am Fertigungsterminal sitzen –, auf denselben zentralen Dokumentenpool zu. Sie recherchieren darin, bearbeiten Schriftstücke, leiten sie weiter und archivieren sie. Legt die Vertriebsmitarbeiterin in ihrem CRM-System im Home-Office etwas im DMStec ab, hat sofort auch der Kollege in der Buchhaltung aus seiner ERP-Anwendung darauf Zugriff – ebenso wie die Konstruktionsabteilung, die aus ihrem CAD-Programm heraus auf Informationen im DMStec/PLM zugreift. Dieses muss sich folglich tief in die vorhandene IT-Landschaft im Unternehmen integrieren.
Viele PRO.FILE Nutzer haben mit der Anbindung verteilter Standorte an ihre zentrale System-Installation bereits Erfahrungen gesammelt, von denen sie enorm profitieren: Der effiziente Geschäftsbetrieb ist zu jeder Zeit und von jedem Ort sichergestellt, dank digitalisierter Abläufe, die auf einem zentralen Product Data Backbone aufsetzen.
Warum Verschlagwortung allein nicht ausreicht.
Viele DMS/ECM-Systeme verfahren heute nach dem Muster der Stichwortsuche. Der Nutzer muss sich nicht mit aufwändigen hierarchischen Strukturen der Verwaltung beschäftigen, sondern recherchiert über eine einfache Suchmaske à la Google über nur ein Feld alle Informationen, die er benötigt. Voraussetzung dafür: Die zu durchsuchenden Dokumente wurden vorab hinreichend verschlagwortet (indiziert). Darunter versteht man die Zuordnung von Schlagworten zu einem Dokument, um dessen Inhalt für spätere Suchen zu erschließen.
Nicht in allen Bereichen ist dies jedoch auch so durchführbar, insbesondere in komplexen technischen Produktumgebungen. Betrachtet man etwa den Maschinen- und Anlagenbau, den Energiesektor oder die Automobilzulieferindustrie, so findet man dort Produkte, Geräte, Anlagen und Projekte mit einer oft sehr vielschichtigen Struktur. Innerhalb dieser Struktur müssen die dazugehörigen Dokumente verknüpft werden. Klassische Windows Explorer-Ordnerstrukturen sind dafür nicht geeignet.
Beziehungen zwischen produktbezogenen Informationen.
Ein DMStec (Dokumentenmanagementsystem) bringt diese Dokumente zusammen, strukturiert sie und repräsentiert sie über die technischen Strukturen wie beispielsweise eine Anlagenstruktur und die darin verbauten Baugruppen und Teile. So lassen sich abhängig von der Struktur Beziehungen zwischen produktbezogenen Informationen herstellen. Mit diesem Beziehungswissen aus den betroffenen Dokumenten wiederum kann im Zuge der Digitalisierung ein Unternehmen informationsbasierte Arbeitsabläufe aufsetzen.
Dies bedeutet: Eine Dokumenten-Verschlagwortung mit Suchbegriffen allein reicht nicht aus, wenn man sich im technischen Umfeld bewegt. Denn damit findet der Suchende zwar alle Dokumente, die den gesuchten Begriff enthalten, aber technische Strukturen von Projekten und Produkten sowie eine darauf aufbauende Dokumentenverwaltung und -lenkung lassen sich auf diese Weise nicht darstellen. Es kommt vielmehr darauf an, Dokumente abhängig von der Produkt-/Projektstruktur im Unternehmen zu betrachten und dann jeweils unterschiedliche Sichten einzelner Abteilungen oder Rollenverantwortliche auf ein und dasselbe Dokument zu ermöglichen.
Der Suffix macht den Unterschied: von DMS zu DMStec.
DMS-Lösungen der Kategorie DMStec erlauben es, die Strukturen eines Produktes, einer Anlage oder eines Projektes unabhängig von den Dokumenten aufzubauen und dann die Dokumente in diese Struktur einzuhängen. Dies geschieht über Referenzen. Bei Änderungen an einem Dokument erfolgen diese nur in der Quelle und stehen dann an jeder Stelle zur Verfügung.
Das Grundprinzip von DMStec ist die Basis für automatisch erstellte Maschinen- und Projektakten. Da in die Produktstrukturen auch Dokumente aus dem Lebenszyklus von Maschinen, Anlagen und Projekten eingehängt werden können, entsteht aus der statischen Maschinenakte bei der Auslieferung eine dynamische Maschinen und -Lebenslaufakte.
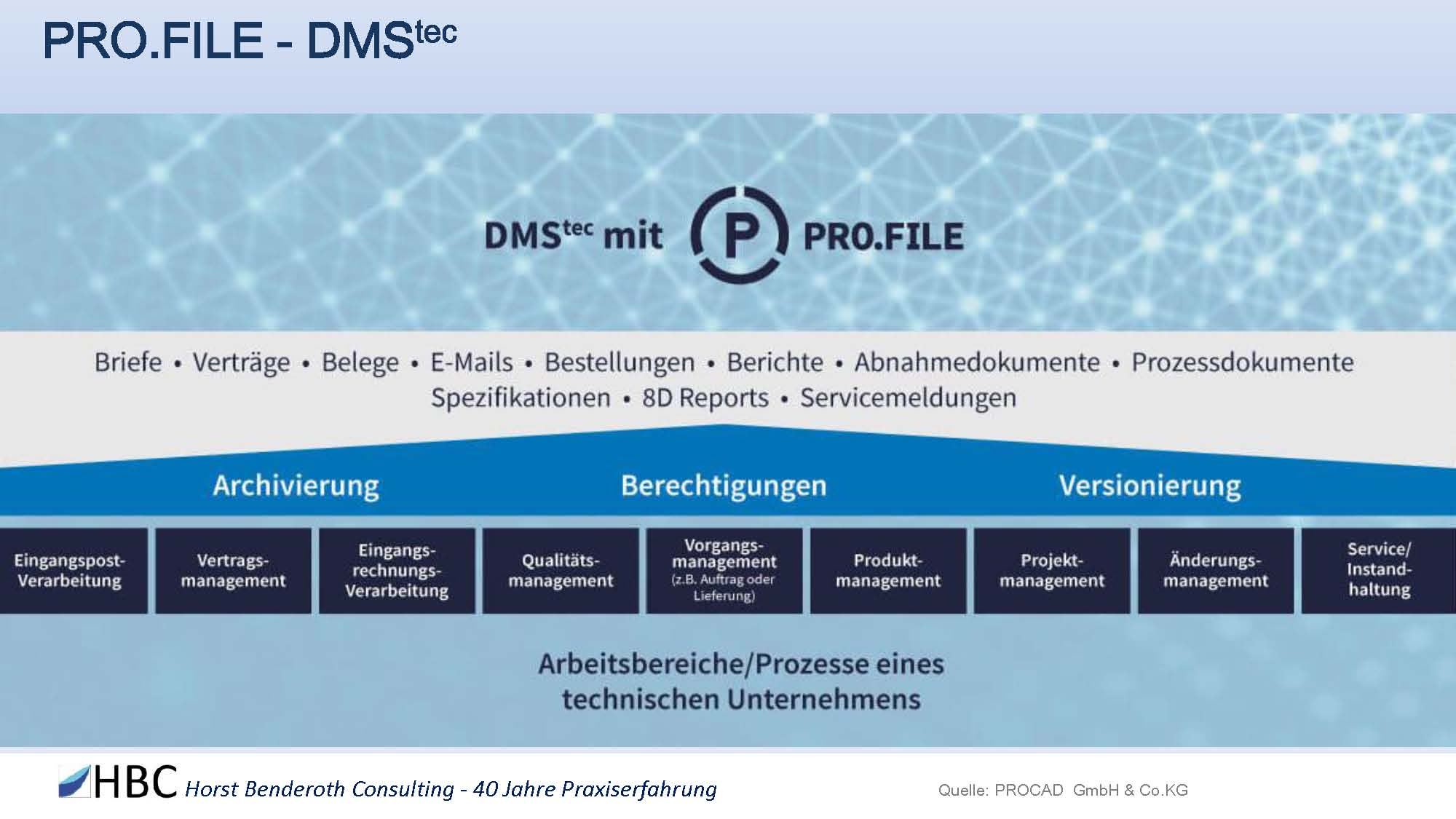 Bild 37:Quelle: PROCAD GmbH & Co. KG
Bild 37:Quelle: PROCAD GmbH & Co. KG
4.2 Produktstrukturen.
Durch den DMStec-Ansatz können fertigende Unternehmen Produktinformationen entsprechend des Produktaufbaus strukturieren und eine sachgerechte Dokumentenverwaltung und -lenkung für die typischen Arbeitsabläufe durchführen. Strukturinformationen zu einem Bauteil entstehen traditionell in der Entwicklung und werden in der Fertigung und im Vertrieb verwendet. CAD-, ERP- und PLM- sowie CRM-Systeme arbeiten aber in den seltensten Fällen mit einer durchgängig gemanagten und strukturierten Ablage. Klassische Ordnerstrukturen mit ihrer großen Menge darin abgelegter unstrukturierter Daten sind nicht geeignet, um ein strukturiertes Product Data Backbone bereit zu stellen und eine Basis für Versionen, Freigaben und Kollaboration zu schaffen. Die Spezifikation einer Pumpe zum Beispiel, die in einer Anlage an fünf verschiedenen Stellen verbaut ist, liegt folglich an fünf verschiedenen Stellen innerhalb der Ordnerstruktur. Im Fall einer Änderung muss die Spezifikation also an fünf Stellen angepasst werden. Dass diese Spezifikationen identisch sind, lässt sich zwar über Verschlagwortung herstellen, vollends eindeutig ist ihr Zusammenhang über den „Tag“ eines Dokumentes jedoch nicht herstellbar. Nur über die Struktur der Anlage, denn diese ist zunächst einmal unabhängig von einem Dokument, ist erkennbar, dass es sich um dasselbe Dokument handelt. Deshalb gehören technische Dokumente zu der Baugruppe der Anlage, so wie die Patientenakte zum Patienten gehört.
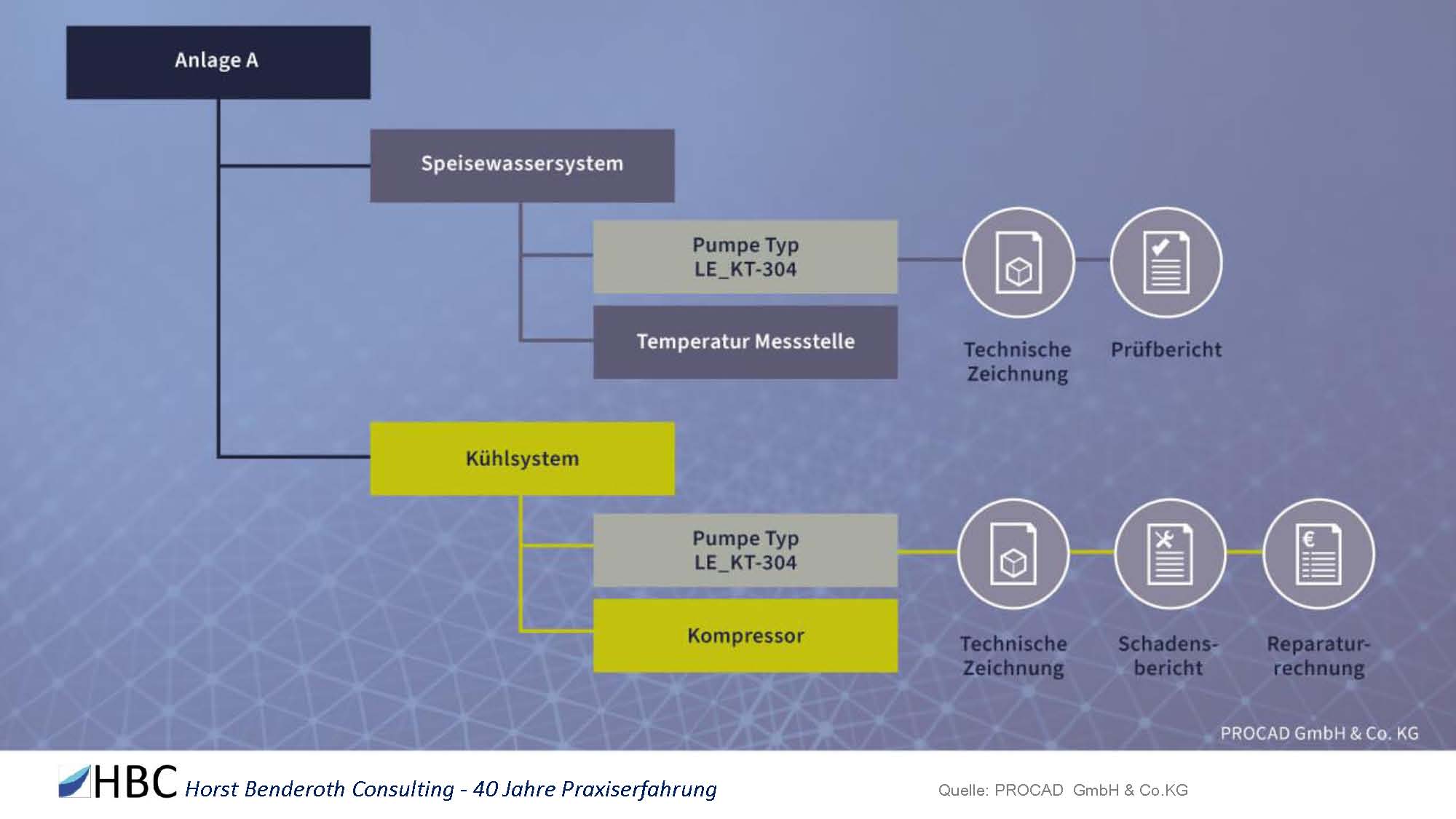 Bild 38:Quelle: PROCAD GmbH & Co. KG
Bild 38:Quelle: PROCAD GmbH & Co. KG
Produktstrukturen bilden sich durch die technische Ausprägung der Anlage oder ihren Aufstellort. Es kann sie mehrfach und unabhängig voneinander geben. Sie stellen einen Zusammenhang dar und die Dokumente werden darin abgelegt. Verknüpfungen lenken Arbeitsschritte über Zusammenhänge und sorgen dafür, dass dieselbe Information nur einmal vorhanden ist und bearbeitet wird.
In diesem Sinne werden eine Produktstruktur, eine Anlage oder ein Infrastrukturobjekt in einer vom Dokument losgelösten Form verwaltet. Produktstrukturen lenken den Fokus weg von der Filesystemorientierten Ordnerstruktur hin zu dynamischen Sichten auf eine gemeinsame Datenbasis. Jedes Dokument taucht im System nur einmal auf, wird mit bestimmten Informationen hinterlegt und in Strukturen mit einem logischen Zusammenhang verknüpft. Es liegt nicht in einem festgelegten Ordner, sondern die Ordnerstruktur ist nur eine (dynamische) Sicht auf das Dokument.
4.3 Differenzierte Sichten auf Dokumente.
Jedem alle Informationen zur Verfügung zu stellen, ist nicht immer zielführend und effektiv. Einzelne Abteilungen oder Rollenverantwortliche brauchen genau die Informationen, die sie für ihre Arbeit benötigen. Und diese Informationen unterscheiden sich in der Entwicklung, Auftragsabwicklung, im technischen Einkauf, im Service und in der Unternehmensführung. Mit DMStec wird es möglich, jeder Rolle im Unternehmen eine passende Sicht auf die jeweils relevanten Informationen und Dokumente zu geben, und gleichzeitig sicherzustellen, dass jede Datei nur einmal im Product Data Backbone des Dokumentenmanagementsystems verwaltet wird.
Die Sichten der Entwicklung, Konstruktion, Fertigung und Montage.
Die Konstruktionsabteilungen gestalten sich ihre Sicht auf die nativen Zeichnungen, CAD-Modelle, Verkabelungspläne bzw. Platinen-Layouts einer Komponente. Sie arbeiten intensiv mit den CAD- und CAE-Tools. Unterlagen, mit denen sie tagtäglich arbeiten, unterscheiden sich jedoch deutlich von den Unterlagen, die in der Produktion und in der Montage benötigt werden. Dort stehen beispielsweise Zeichnungen als Explosionsdarstellung im PDF-Format, als vereinfachte Modelle in JT, Arbeitspläne, oder Montage- und Fertigungsberichte im Mittelpunkt. Die Sicht der Konstruktions- und Entwicklungsabteilung unterscheidet sich daher von der Sicht der Fertigungs- und Montageabteilung.
Die Sicht der Projektleiter.
Die Projektleiter, die für eine Kundenanlage und deren rechtzeitige Auslieferung verantwortlich sind, benötigen sicherlich auch einige der Unterlagen aus den Entwicklungsabteilungen – aber nicht jedes technische Detail. Sie erzeugen selbst ebenfalls Dokumente, wie Besprechungsprotokolle, Ressourcenpläne und Kalkulationen und speichern die Kundenkorrespondenz im revisionssicheren Archiv ab. Die Projektleiter brauchen eine Helikopterperspektive und gestalten sich so ihre Sicht auf die Entwicklungsunterlagen.
Die Sicht des Vertriebs und der Einkäufer.
Der Vertrieb benötigt alle zu einer Anlage gehörenden Verträge und Korrespondenzen sowie die Reklamationen. Auch techniknahe Unterlagen, wie Fotos einer Maschine oder 3D-Modelle, werden benötigt, die als Referenz für andere Kunden dienen können. Außerdem muss der Vertrieb oftmals auf die Unterlagen der Auftragsabwicklung zugreifen. Auch dies definiert eine eigene Sicht.
Die Sicht im Rechnungswesen und der Finanzverwaltung.
Die kaufmännische Abteilung hat ebenfalls besondere Dokumente. Hier fließen z.B. in der Einzelfertigung nicht nur die Angebote, Bestellungen, Auftragsbestätigung oder Rechnungen für z.B. eine verkaufte Anlage zusammen, sondern auch alle Unterlagen für Projektierungsdienstleistungen sowie die Zukaufteile, die in einer Anlage oder Maschine verbaut werden. Alle diese Unterlagen haben einen Bezug zu einzelnen Komponenten innerhalb der Produktstruktur. Ein Einkäufer muss nicht alle Details einer Maschine kennen, er muss aber schnell begreifen, welches Ersatzteil zu bestellen ist. Wenn eine Störung vorliegt muss das Ersatzteil in der bestmöglichen Qualität, zu tragbaren Kosten und unter Einhaltung der kürzesten Liefertermine vorliegen. Deshalb muss der Zugriff auf technische Dokumente sichergestellt werden. Darüber hinaus brauchen die kaufmännischen Abteilungen ein revisionssicheres Archiv.
Die Sicht von Service und Wartung.
Das Leben einer Anlage beginnt, wenn sie beim Kunden installiert und in Betrieb genommen wird. Ein optimaler Betrieb und Kundenzufriedenheit werden sich erst dann einstellen, wenn die Anlage vorausschauend gewartet und bei Störungen schnell repariert wird. Die Techniker vor Ort brauchen das digitale Abbild der Maschine – den sogenannten digitalen Informationszwilling. Wird im Rahmen der Instandhaltung eine Pumpe repariert oder ausgetauscht, so muss der Techniker in der Tat wissen, um welche Pumpe es genau geht. Welchen Preis hatte sie? Wer war der Ansprechpartner beim Lieferanten? Gibt es noch Garantie? Wo ist die Installationsanleitung? Gibt es Video Tutorials dazu? Einige der benötigten Informationen stehen in der Rechnung, die im ERP-System oder SCM-System steckt. Andere liegen ganz woanders. Über eine DMStec-Software können sie einfach per Mausklick auch dem Wartungsingenieur zur Verfügung gestellt werden – einheitlich, vollständig und ohne Redundanz.
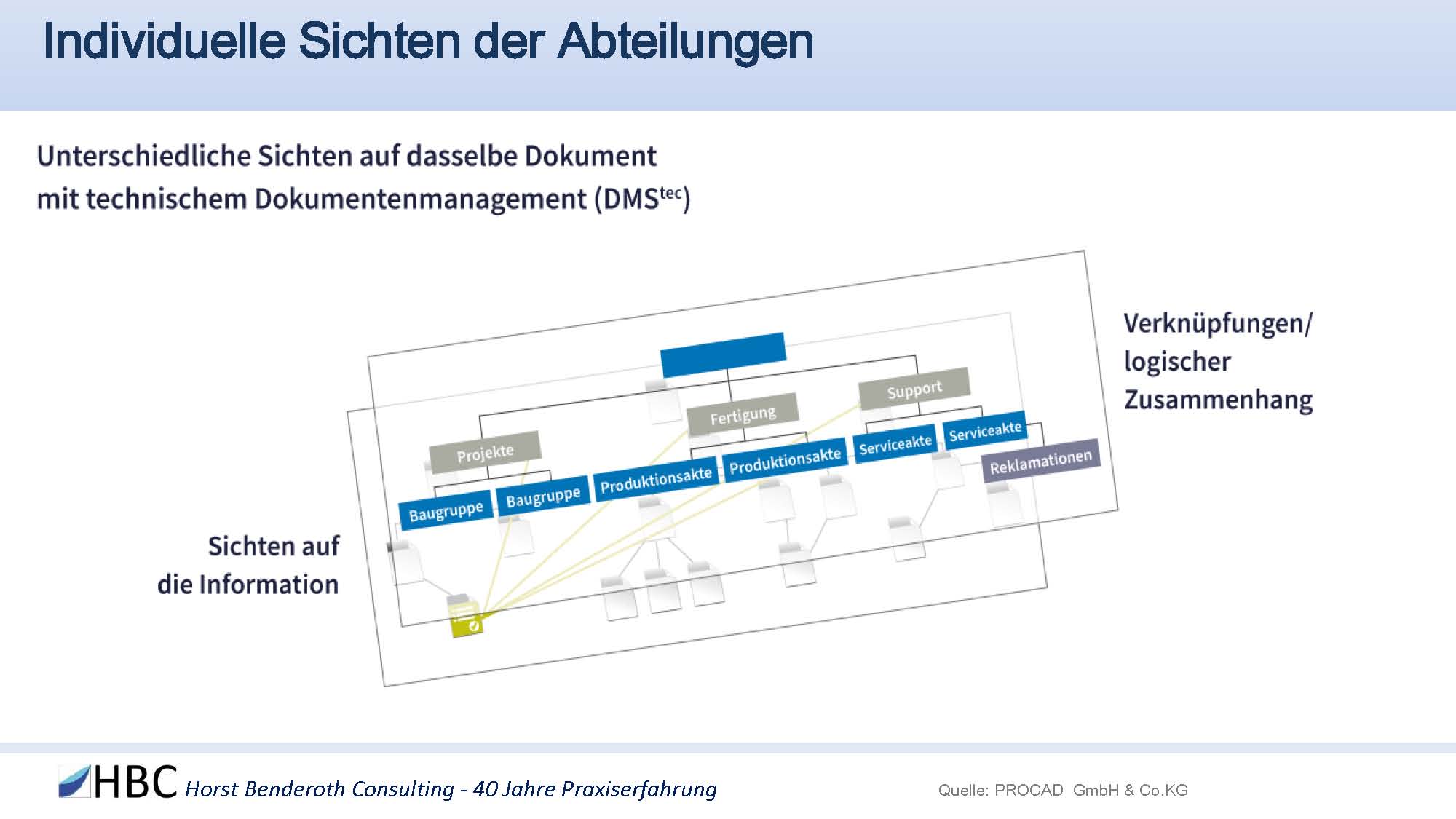 Bild 39:Quelle: PROCAD GmbH & Co. KG
Bild 39:Quelle: PROCAD GmbH & Co. KG
Die Gesamtsicht bleibt.
Moderne DMStec-Systeme lassen also unterschiedliche Sichten zu, um die Interessen und Anforderungen der Abteilungen abzubilden. Ohne den Product Data Backbone wäre dies allerdings technisch nicht möglich. Beide gehören also zwingend zusammen. Nur mit dem Product Data Backbone als Basis lassen sich die diversen Zusammenhänge zwischen Produktstrukturen, produktnahen Dokumenten und Informationen herstellen. Warum diese Gesamtsicht im Kontext von Einzelsichten so wichtig ist, soll an einem Beispiel nochmals erläutert werden: Die Abwicklung von Serviceeinsätzen beim Kunden ist in der Regel nicht Bestandteil der Produktentstehung. Wird bei Serviceeinsätzen allerdings ein systematischer Produktmangel festgestellt, muss diese Information in die Sicht der Entwicklung, Konstruktion, Fertigung zurückgemeldet werden. Das Product Data Backbone stellt über seine Verbindungen zu Serviceeinsatz-Systemen die Information bereit, dass an einem Teil oder einer Komponente Änderungen vorzunehmen sind.
4.4 Maschinen- und Lebenslaufakte.
Für jedes technische Produkt ist eine komplette Dokumentation und somit Dokumentenverwaltung gefordert. Hersteller müssen per Gesetz bis ins Detail nachweisen können, wie eine Anlage aufgebaut ist und wie die Komponenten strukturell verknüpft sind. Diese Dokumentation kann nicht im Nachlauf erstellt werden, sondern muss parallel zum Entwicklungs- und Herstellungsprozesses entstehen.
In der Praxis technischer Unternehmen entstehen z.B. aus Angeboten, Bestellungen und Auftragsbestätigungen im ERP die ersten Projektstrukturen. Diese referenzieren häufig auf eine standardisierte Anlage, die dann projektspezifisch an die Anforderungen des Kunden anzupassen ist. Idealerweise wird diese Struktur an die DMStec-Lösung übergeben und erzeugt dort eine leere Akte, die Maschinen- bzw. Lebenslaufakte der Anlage. Sie wird im Laufe der Produktentstehung mit den Unterlagen aus der mechanischen Konstruktion (CAD-Modelle, Zeichnungen, Konstruktionsstücklisten), der Elektro-Konstruktion (Schaltpläne, Platinen-Layouts, externe Datenblätter), der Projektierung (Pflichtenhefte, Verträge, Kundenzeichnungen, Fertigungsdatenblätter, E-Mail-Verkehr), dem Qualitätsmanagement (Abnahmeprotokolle) befüllt. Anschließend stehen automatisch Dokumentationen für das Produktmanagement zum Beispiel für die Fertigung, für die Instandhaltung, Reparatur und Service und den Kunden zur Verfügung. So entsteht ein Informationszwilling der Maschine oder Anlage, dessen Leben über den ganzen Zyklus, über alle Gewerke, Abteilungen und Standorte hinweg nachvollziehbar ist. Die Basis für Dokumentation und Dokumentenverwaltung ist gelegt.
Tiefe Integrationen in Autorensysteme erhöhen die Datenqualität einer DMStec-Lösung.
Die Qualität einer gut funktionierenden DMStec-Lösung hängt auch von ihrer Integrationsfähigkeit in wichtige Autorensysteme ab. Werden beispielsweise E-Mails vom DMStec-System als „Korrespondenz“ erkannt, liest das System automatisch wichtige Metadaten (Betreff, Empfänger, Absender,…) aus. Dubletten werden sofort erkannt – auch wenn eine E-Mail an zehn Empfänger versendet wurde, wird diese nur einmal im System abgelegt.
Durch bidirektionale Integrationen in Autorensysteme können auch Projekt- und Artikelinformationen automatisiert in die jeweiligen Dokumente übernommen werden. Ein Änderungsantrag ist dann nicht nur mit dem zu ändernden Artikel verknüpft und für alle sichtbar, sondern auch die zugehörige Artikelnummer, Projektnummer, der Autor, … werden automatisch ausgelesen, unabhängig von dem System, in dem die Informationen gepflegt werden. Den Zusammenhang dieser Informationen über Systemgrenzen hinweg darzustellen, sorgt für echte Durchgängigkeit im Produktentstehungsprozess. Die Automatisierung reduziert den Aufwand und die Fehlerquote.
 Bild 40:Quelle: PROCAD GmbH & Co. KG
Bild 40:Quelle: PROCAD GmbH & Co. KG
5. Product Data Backbone.
Das Product Data Backbone ist die Grundlage, auf der Daten und Dokumente aus allen Abteilungen und Systemen zusammenführt werden. Der übergreifende PLM-Ansatz ist daher, alle für den Product Lifecycle relevanten IT-Systeme (ERP, CAD, und PDM/PLM) im Unternehmen zu integrieren und eine zentrale Informationsbasis zu schaffen. Damit ist die Basis gelegt für eine unterbrechungsfreie digitale Weiterbearbeitung von Informationen. Im PLM-System fließen Produktdaten und Dokumente in digitaler Form zusammen und werden miteinander in Verbindung gebracht. Alle Bereiche werden zusammenhängend über den gesamten Product Lifecycle betrachtet. Abhängigkeiten bei Änderungen lassen sich steuern, direkte und funktionale Zusammenhänge werden sichtbar. So wird das Product Data Backbone zum Rückgrat aller produktrelevanten digitalen Informationen. Es stellt die notwendige Voraussetzung dar, damit technische Unternehmen Digitalisierung betreiben und in Produktentstehung und Produktmanagement durchgehend digitale Abläufe etablieren können.
Inhalte für Product Data Backbone.
5.1 Digitale Plattform.
Ähnlich dem Rückgrat eines Menschen versorgt das Product Data Backbone die einzelnen Abteilungen und Standorte eines Unternehmens über eine digitale Plattform permanent und ohne Medienbrüche mit den Informationen aus dem Product Lifecycle. Wichtig ist, dass alle für die Produktentstehung und Produktmanagement relevanten Informationen digital in Beziehung gesetzt und Abhängigkeiten dargestellt werden. Nur so lassen sich Abläufe digital initiieren. Beispielsweise kann der Konstrukteur über einen gescheiterten Test der von ihm erstellten Baugruppe, informiert werden oder der technische Redakteur wird über die Notwendigkeit einer Änderung der Dokumentation durch die Änderung eines Bauteils informiert.
Die am Arbeitsprozess beteiligten Personen müssen sich ihre Dokumente nicht aus mehreren Quellen zusammensuchen, sondern werden über die Beziehungsinformation des Product Data Backbones automatisch mit vollständigen und gültigen Informationen versorgt.
 Bild 41:Quelle: PROCAD GmbH & Co. KG
Bild 41:Quelle: PROCAD GmbH & Co. KG
Mit einer PDM/PLM-Software für Product Lifecycle Management lässt sich ein Product Data Backbone im Unternehmen aufbauen. CAD (z.B. AutoCAD, Autodesk Inventor, Creo, Solid Edge oder Solidworks) und Produktdatenmanagement-System (PDM-System) bilden darin mit einem technischen Dokumentenmanagementsystem (DMStec) eine durchgängig digitale Plattform, die auf unternehmensübergreifende Zusammenarbeit ausgelegt und als PDM/PLM-System unternehmensweit eingesetzt wird.
5.2 Produktentstehung und Produktmanagement.
Die Produktentstehung ist der Start des Lebenszyklus‘ der Produkte – egal ob es sich um Pumpen, Motoren, Komponenten einer Sondermaschine oder eine komplette technische Großanlage handelt. Zum Alltag vieler technischer Unternehmen gehören die Anpassung und Erweiterung bestehender und bewährter Grundkomponenten eines Produktes an die spezifischen Anforderungen des Kunden. Hier kommt es darauf an, auf Vorlagen zurückzugreifen, die bereits an anderer Stelle erstellt wurden. Um die Abläufe in der Produktentstehung zu verbessern, muss unter anderem das Zusammenspiel der Disziplinen Mechanik, Elektrotechnik, Elektronik und Softwareentwicklung optimiert werden. Benötigt wird also ein durchgängiges Beziehungswissen der vorhandenen Informationen, repräsentiert in den vielen Informationen, die rund um das Produkt und in angrenzenden administrativen Bereichen entstehen, und deren Zusammenhang. Dies ist ein erster Schritt in Richtung ‚Digital Product Engineering‘.
Der Service im Betrieb wird zunehmend Teil des Produktes selbst. Je individueller Produkte werden, umso wichtiger ist es, dass der Hersteller alle Informationen und Dokumente zu seinen Produkten mit einem Griff zur Hand hat. Hier spricht man heute vom Digitalen Produktmanagement und dem Digitalen Informationszwilling. PDM/PLM- und DMStec-Lösungen bringen diese Informationen zusammen, strukturieren sie und repräsentieren sie über die technischen Strukturen wie beispielsweise eine Anlagenstruktur und die darin verbauten Baugruppen und Teile. Ist ein Motor mehrfach in einer Anlage oder mehreren Anlagen verbaut, so ist die mit dem Motor verknüpfte Leistungsbeschreibung auch gleichzeitig mit den verbauten Motoren in den Anlagen verknüpft.
5.3 Digitaler Informationszusammenhang.
Mitarbeitende im kaufmännischen Bereich haben im produzierenden Gewerbe die Nase vorn – zumindest was das ganzheitliche Arbeiten in den ihnen zur Verfügung stehenden Softwarelösungen angeht. In ihrem ERP-System greifen sie von zentraler Stelle auf Informationen zu allen Komponenten zu, seien sie aus der Mechanik, der Elektronik oder seien es Softwarebausteine. Sie können jederzeit einen Bezug zwischen den Komponenten herstellen.
Genau dieser Bezug fehlt aber in der Konstruktion/Entwicklung, zumindest dort, wo noch kein PDM/PLM-System im Einsatz ist. Der Grund: Alle Informationen liegen in verschiedenen Systemen, M-CAD-, E-CAD-Konstrukteure und Softwareentwickler verwalten ihre Informationen weitgehend selbst. Wenn jedoch Mechanik, Elektronik und Softwareentwicklung nicht miteinander sprechen, entstehen keine digitalen Produkte. Deshalb ist ein digitaler Informationszusammenhang nötig.
Entscheidet zum Beispiel der Entwickler in der Elektronik-Konstruktion, dass eine Platine fünf Zentimeter breiter sein muss, sollte automatisch der mechanische Konstrukteur darüber informiert werden, um das Gehäuse anzupassen. Konstruktionsabteilungen entwerfen komplexe Produkte, erfahren aber in der Regel nie, wie das Produkt später beim Kunden ankommt und ob es funktioniert wie geplant. Feedback gibt es kaum, und es gelangt selten zu den Konstrukteuren oder Produktmanagern. Üblicherweise behebt der Service Störungen einzeln und adhoc.
Der fehlende Bezug verhindert einen Rückfluss der Informationen.
Dieser Dialog fehlt, wenn jeder nur in „seinem“ System arbeitet und dort solche Änderungen durchführt. Ein Rückfluss findet nicht statt und es existiert kein Plan, wie man Reklamationen den betreffenden Teilen zuordnet und einen Bezug herstellt (damit die Reklamation richtig ausgewertet werden kann). Dabei ist genau dieser Rückfluss immens wichtig, damit mögliche Konstruktionsfehler so schnell wie möglich behoben werden. Etwa ein zu enger Einbau von Komponenten, der dafür sorgt, dass der Kondensator regelmäßig zu heiß wird. Oder ein Teil, das wiederholt defekt ist und daher von Grund auf anders konstruiert werden muss.
Eine weitere Folge fehlender Absprachen sind unnötige Doppelentwicklungen. Sie geschehen oft dann, wenn Zuständigkeiten nicht klar abgesteckt sind, typischerweise bei Teilen, die sich von ihrer Funktion her mehreren Gewerken zuordnen lassen. Daraus resultieren Probleme in der Arbeitsvorbereitung, in der dann später entschieden werden muss, welches Teil zum Einsatz kommen soll. Rückfragen und nachträgliche Abstimmung verzögern den Fertigungsprozess. Bleibt der Fehler unbemerkt, wird im schlimmsten Fall doppelt oder falsch produziert.
Zusätzlich zur Versionierung von Teilen einer Maschine wird es immer wichtiger, diese auch mit den Versionen der Maschinensoftware zu verbinden. Das ist aber heute oft nicht der Fall – was daran liegt, dass die Software bislang einen relativ geringen Anteil an der Konstruktion hat. Durch die Digitalisierung in technischen Unternehmen ist dieser bereits jetzt stark ansteigend; die Anteile der Value Proposition eines Produktes verschieben sich immer weiter in Richtung Software. So läuft eine heute ausgelieferte Maschine im Vergleich zum Modell von vor zehn Jahren oft mit einer völlig neuen Software, die mit jener von damals nur noch wenig gemein hat. Der Anlagenhersteller muss also wissen, welche wann ausgelieferte Maschine welche Software beinhaltet – anderenfalls kann er eine Wartung kaum durchführen. Auch kann er auf einen alten Softwarestand nicht einfach die neueste Version aufsetzen.
Ein Fertigungsunternehmen sollte wissen, bei welchen Komponenten seiner Produkte häufiger Defekte auftreten als bei anderen. Es sollte auswerten können, wie Komponenten einfach repariert und ersetzt werden und auf welche Art Entwicklung und Produktmanagement Defekte präventiv verhindern. Wer diese Informationen rechtzeitig an die zuständige Stelle übermittelt, kann seinen Service richtig planen und erlangt allein dadurch einen Wettbewerbsvorteil. Ziel sollte sein, ein strategisches Instandhaltungsmanagement aufzubauen, bei dem bereits im Vorfeld das betreffende Teil in allen Maschinen, die beim Kunden im Einsatz sind, ausgetauscht wird – noch bevor es zu spät ist. So hält der Hersteller seine Service Level Agreements ein und minimiert Garantiefälle.
5.4 Digital Thread.
Reklamationen vermeiden und Produktqualität erhöhen kann man, indem ein Bezug zwischen Konstruktionsteilen und Reklamationen hergestellt wird. Ein Digital Thread verbindet Informationen aus dem laufenden Betrieb mit der Entwicklung und ermöglicht auf diese Weise eine Auswertbarkeit der Artikel/Teile. Ein Product Data Backbone ist dringend nötig, um den Bezug von Reklamationen zum betreffenden Teil herstellen zu können. Es geht also nicht allein um den Bezug zum Kunden (der im CRM-System stattfindet), denn dieser hilft nur dem Support. Auch der Konstrukteur muss sofort wissen, wenn sich bei einem bestimmten Teil die Reklamationen häufen, um den Fehler in Entwicklungs- und Fertigungsdokumenten sofort zu berücksichtigen. Erfährt er es nicht, verbaut er das gleiche Teil wider besseren Wissens weitere Male. Für den Service heißt das: dieselbe Reparatur immer wieder durchführen.
In einer PDM/PLM-Software sollte somit zum ERP-System auch ein Bezug zwischen Konstruktionsteilen und Kaufteilen hergestellt werden – für den Fall, dass Kaufteile störanfällig sind und häufig ausgetauscht werden müssen. In der Konstruktion tauchen diese naturgemäß nicht auf; trotzdem sollten Konstrukteure über mögliche Qualitätsprobleme informiert sein. Denn dann können sie ein passendes Ersatzteil konstruieren oder anregen, ein anderes Kaufteil zu beschaffen. Deshalb braucht das PDM/PLM-System eine bidirektionale Schnittstelle zum ERP-System. Sie ermöglicht den wechselseitigen Informationsfluss und die Herstellung der gewünschten Bezüge.
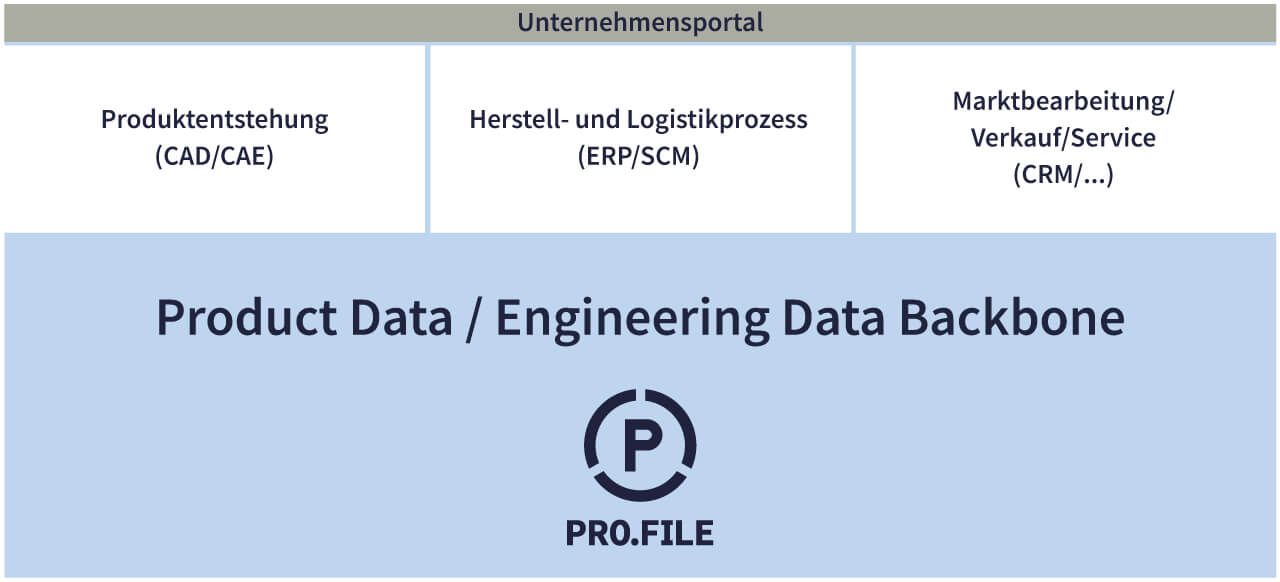 Bild 42:Quelle: PROCAD GmbH & Co. KG
Bild 42:Quelle: PROCAD GmbH & Co. KG
Damit Serviceleistungen pro Artikel ausgewertet werden können, ist es ratsam, zudem einen gesteuerten Änderungs- bzw. Verbesserungsprozess im Unternehmen zu etablieren. Diese Maßnahme wird – in Verbindung mit der Herstellung von Bezügen zwischen Konstruktions-, Kaufteilen und Reklamationen – zum Digital Thread im Unternehmen. Dieser Digital Thread verbindet Informationen aus dem laufenden Betrieb mit der Entwicklung. Die Einhaltung des digitalen Pfades führt rasch zu einer signifikanten Verringerung von Serviceeinsätzen. An die Stelle von ad-hoc-Services treten planbare Präventivmaßnahmen (Wartung). Die SLAs können höher angesetzt sowie leichter eingehalten werden und die Produktqualität steigt, weil es weniger defekte Teile gibt.
Mit Nutzung eines Product Data Backbones finden Mechanik, Elektronik und Softwareentwicklung eine gemeinsame Sprache. Durch Verknüpfung produktrelevanter Daten und Dokumente wird ein digitaler Informationszusammenhang hergestellt – ein Bezug zwischen allen Komponenten entsteht, unabhängig von ihrer Herkunft aus Mechanik, Elektronik oder Software. Es ist ersichtlich, wann welches Teil in welcher Version und in welchem Projekt verbaut und wiederverwendet wurde. Ist diese Eindeutigkeit hergestellt und sind die Zuständigkeiten zwischen den Gewerken klar geregelt, minimiert sich das Risiko, Teile doppelt zu konstruieren und zu fertigen.
Durch die Einbeziehung kaufmännischer Informationen aus dem ERP-System im Product Data Backbone kann bereits in der Konstruktionsphase auf Vorzugsteile (lagerhaltig, günstiger, schneller Lieferant) zugegriffen werden. PDM/PLM und ERP tauschen ihre Informationen bidirektional untereinander aus und stellen den Bezug der Komponenten untereinander sowie mit Projekten her.
Erst auf der Basis eindeutiger Informationen im Entwicklungsprozess kann sich eine enge Kollaboration zwischen den einzelnen Gewerken entfalten. Bei eindeutiger Markierung weiß jeder, was er zu tun hat. Er erkennt, welche Teile in der mechatronischen Struktur bereits vorhanden sind, wer sie erstellt hat und was es für Auswirkungen hat, wenn er etwas ändert. So verkürzt sich die Abstimmung, die Zusammenarbeit vereinfacht sich und man kommt schnell und fehlerfrei von der Konstruktion über die Fertigung bis zur Auslieferung.
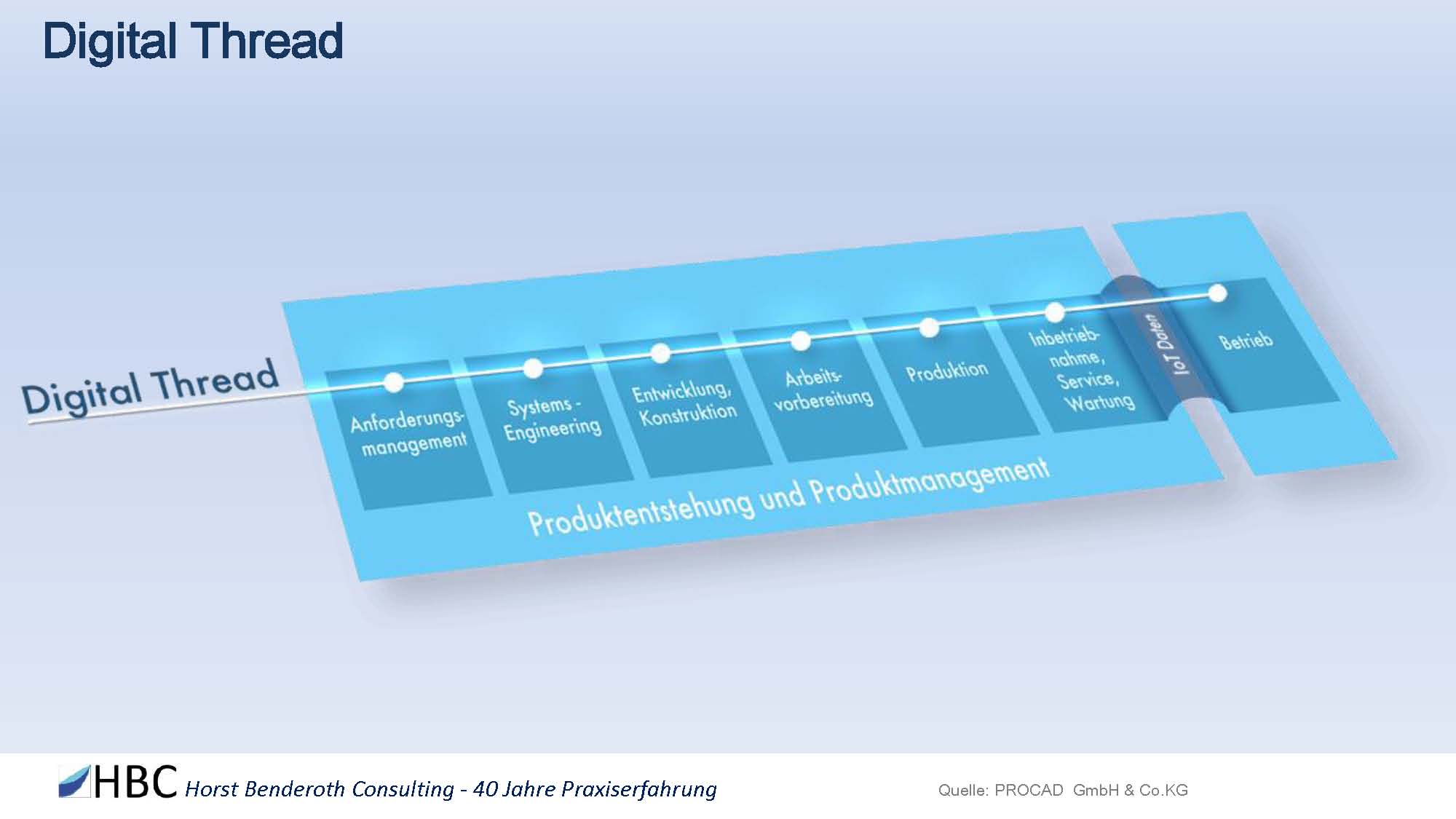 Bild 43:Quelle: PROCAD GmbH & Co. KG
Bild 43:Quelle: PROCAD GmbH & Co. KG
Die fortschreitende Digitalisierung im Mittelstand, vor allem in technischen Unternehmen, wird den beschriebenen digitalen Informationszusammenhang künftig immer stärker einfordern. Umso wichtiger ist es, ein PDM/PLM-System als Product Data Backbone einzusetzen. Es ermöglicht Mechanik, Elektronik und Softwareentwicklung, miteinander zu sprechen und schafft damit die Voraussetzung für digitale Produkte.
6. PLM-System.
„Product Lifecycle Management bzw. Produktlebenszyklusmanagement (PLM) ist ein Konzept zur nahtlosen Integration sämtlicher Informationen, die im Verlauf des Lebenszyklus‘ eines Produktes anfallen. Das Konzept beruht auf abgestimmten Methoden, Prozessen und Organisationsstrukturen und bedient sich üblicherweise IT-Systemen für die Aufzeichnung und Verwaltung der Daten. PLM entstand aus dem enger definierten Produktdatenmanagement (PDM) und entwickelte sich im frühen 21. Jahrhundert zum beherrschenden Paradigma in der Produktentwicklung“ (Quelle Wikipedia).
Inhalte für das PLM-System.
6.1 Product Lifecycle Management.
Die Abkürzungen PDM und PLM werden oft in einem Atemzug genannt. Ähnlich wie beim Begriffspaar DMS/ECM handelt es sich hier um artverwandte Methoden, die dennoch nicht verwechselt werden dürfen, geht doch PLM über PDM hinaus. Als Weiterentwicklung von PDM umfasst das Product Lifecycle Management-System (PLM-System) die Prozess-Steuerung der Produktdaten und Informationsflüsse. Man versteht unter PLM weniger eine Softwaregattung als vielmehr ein Gesamtkonzept oder einen strategischen Ansatz der Unternehmensführung, bei dem Produktlebenszyklen unter Heranziehen und Analysieren der im Laufe der Zeit entstandenen Daten und Dokumente optimiert werden sollen. Eine PLM-Software stellt zum einen die zentrale Basis für Produktdaten dar, – das Datenrückgrat oder Product Data Backbone – des Weiteren fungiert sie als Prozesslösung für Product-Lifecycle-Abläufe.
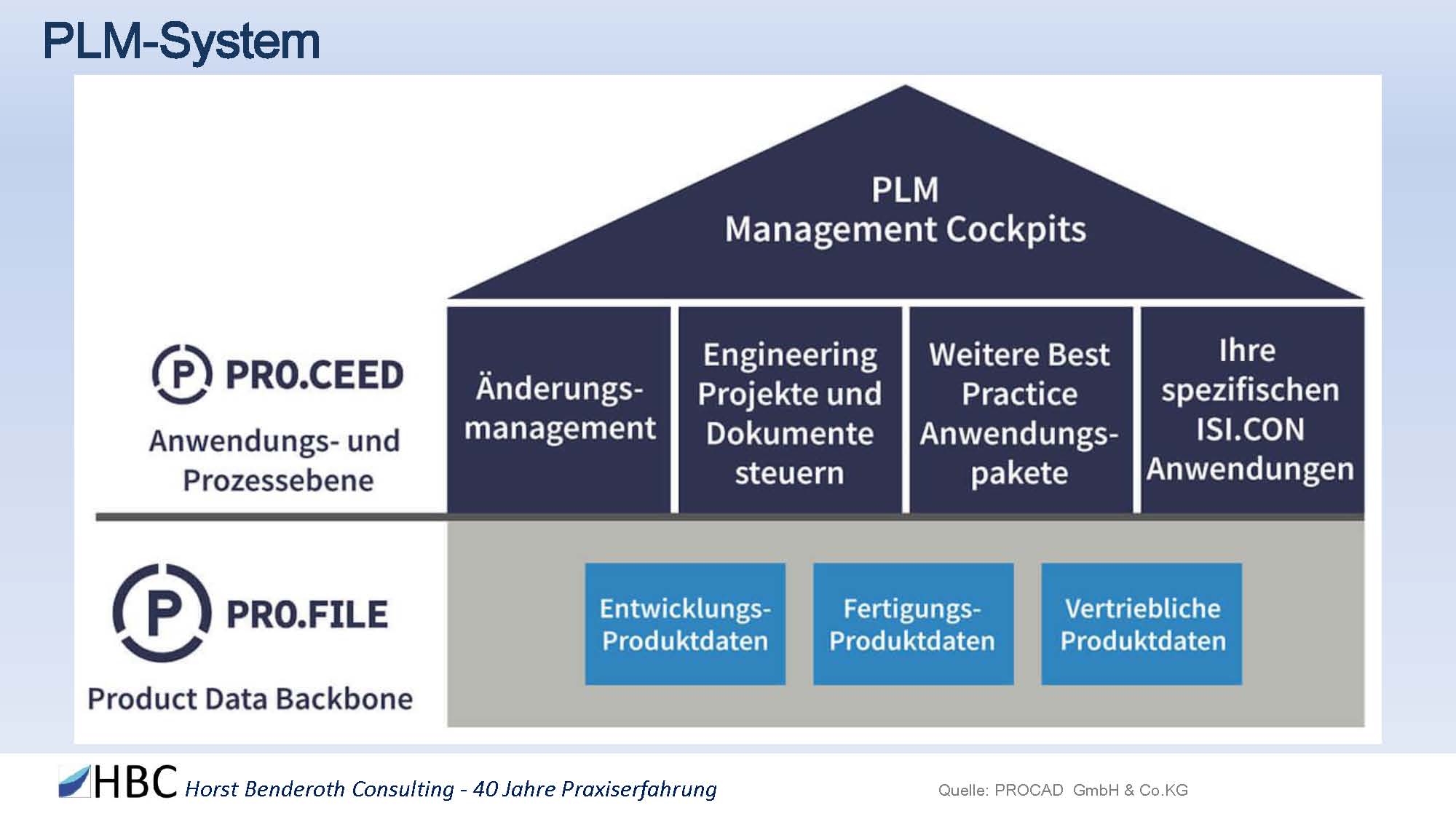 Bild 44:Quelle: PROCAD GmbH & Co. KG
Bild 44:Quelle: PROCAD GmbH & Co. KG
Das Konzept geht von der ganzheitlichen Betrachtungsweise aus, dass produktbezogene Informationen die gesamte Lebensdauer von Produkten begleiten. Produktdaten und Dokumente entstehen bereits bei der ersten Spezifikation oder in einer Ideenskizze. Weitere Unterlagen werden in den Konstruktionsabteilungen erstellt und dann für die Fertigung, Montage, Wartung und Inbetriebnahme weitergegeben. Angesichts von Erweiterungen und Veränderungen beim Produkt wiederholt sich dieser Prozess zyklisch, bis das Produkt gegebenenfalls vom Markt genommen wird. Eine effektive und effiziente PLM-Managementstrategie beschreibt demnach die Art und Weise, wie diese Informationen bereitzustellen sind, um Entscheidungen in den jeweiligen Phasen des Product Lifecycle frühzeitig treffen zu können.
PLM-Software – tragende Rolle bei Produktentstehung und Produktmanagement.
Wenn Planung, Steuerung und Dokumentenverwaltung von einem einheitlichen System aus koordiniert werden, erreicht das Unternehmen den größtmöglichen Wirkungsgrad seiner Projekte und Prozesse. Diesem Grundgedanke folgend hat PROCAD sein Product Lifecycle Management (PLM) zugrunde gelegt. PLM-Software wird damit zum strategischen Instrument in Fertigungsunternehmen. Sie ist tief in alle Geschäftsprozesse eingebunden und übernimmt eine tragende Rolle bei Produktentstehung und Produktmanagement.
Fertigungsunternehmen beschleunigen durch PLM-Lösungen den Marktreifeprozess ihrer Produkte und reduzieren Kosten durch unternehmensweite Transparenz und Konsistenz der Innovationsprozesse.
Bei der Entwicklung neuer Produkte im Zuge der Digitalisierung spielen auch neue Konzepte des Systems Engineering eine Rolle. Produkte müssen heute stärker über das Geschäftsmodell definiert werden. Es bedarf dafür einer Brücke zwischen der Entwicklung in den jeweiligen Abteilungen und dem Geschäftsmodell. Diese kann das Systems Engineeringals übergeordnetes Konzept darstellen. Hierbei kommen PLM-Systeme als wichtiges technisches Hilfsmittel ins Spiel.
6.2. CAD, ERP und PLM.
Artikelstammdaten, Stücklisten und Projektdaten zwischen Konstruktion und Produktion zu synchronisieren, ist stets eine Herausforderung. Durch den Einsatz einer PLM-Software lässt sie sich meistern. Immer wieder kommt es in Fertigungsbetrieben vor, dass Arbeitsabläufe stocken. Der Grund: Durch getrennte Datensilos und manuelle Übertragung von Informationen von einem IT-System in ein anderes treten Fehler auf. Da stimmen Stücklisten plötzlich nicht mehr, Zeichnungen sind veraltet, erforderliche Zukaufteile werden zu spät an den Einkauf gemeldet usw. Oft sind dann Nacharbeiten in der Produktion notwendig, gegebenenfalls muss sogar neu gefertigt werden.
Daten synchronisieren im PLM-System.
Entwicklung und Konstruktion arbeiten üblicherweise mit CAD-Systemen und legen die Daten im PLM-System ab. Arbeitsvorbereitung, Einkauf, Disposition und Fertigung pflegen ihre Daten in einem ERP-System. Das PLM-System lässt sich an der Schnittstelle zwischen CAD und ERP platzieren. Damit integriert es Informationen aus CAD und ERP gleichermaßen und synchronisiert die Daten beider IT-Landschaften.
Das PLM-System übernimmt hierbei zwei wichtige Aufgaben:
- Die Zusammenführung der Daten aus Multi-CAD-Umgebungen, mit Mechanik-CAD-, Elektro-CAD- (zum Beispiel im Schaltschrankbau) sowie Elektronik-CAD-Systemen. Gegenüber dem ERP-System genügt dann z.B. bei der PLM-Lösung PRO.FILE nur eine einzige Schnittstelle, über welche alle Entwicklungsdaten an das ERP übermittelt werden.
- Die Synchronisierung der Artikelstammdaten aus der Konstruktion und dem ERP-System in der Arbeitsvorbereitung bzw. dem Technischen Einkauf. Hier reicht es allerdings nicht aus, Daten nahezu unkontrolliert über Excel-Tabellen oder ASCII-Dateien auszutauschen. Erforderlich sind eine transparente Prozesssteuerung und die Dokumentation des Austauschprozesses (Monitoring).
6.3 Durchgängige Prozesse.
Eine PLM-Lösung schafft Durchgängigkeit. Entlang der Prozesskette im Unternehmen – vom Auftragseingang über Konstruktion und Fertigung bis Vertrieb – ermöglicht die PLM-Software allen Beteiligten einen gesteuerten Zugriff auf eine einheitliche, gemeinsame Produktdatenbasis. Die Schaffung eines Product Data Backbone ist daher die Voraussetzung für durchgängiges PLM. Denn mit der Digitalisierung in technischen Unternehmen nimmt die Anzahl der Systeme in einem Unternehmen, in denen produktionsbezogene Informationen entstehen und abgelegt werden, immer weiter zu. Auch die Menge der produzierten Daten wird immer größer und heterogener. Diese Datenquellen müssen in das Product Data Backbone eingehen und dienen darin als Informationsquellen über den gesamten PLM-Prozess hinweg.
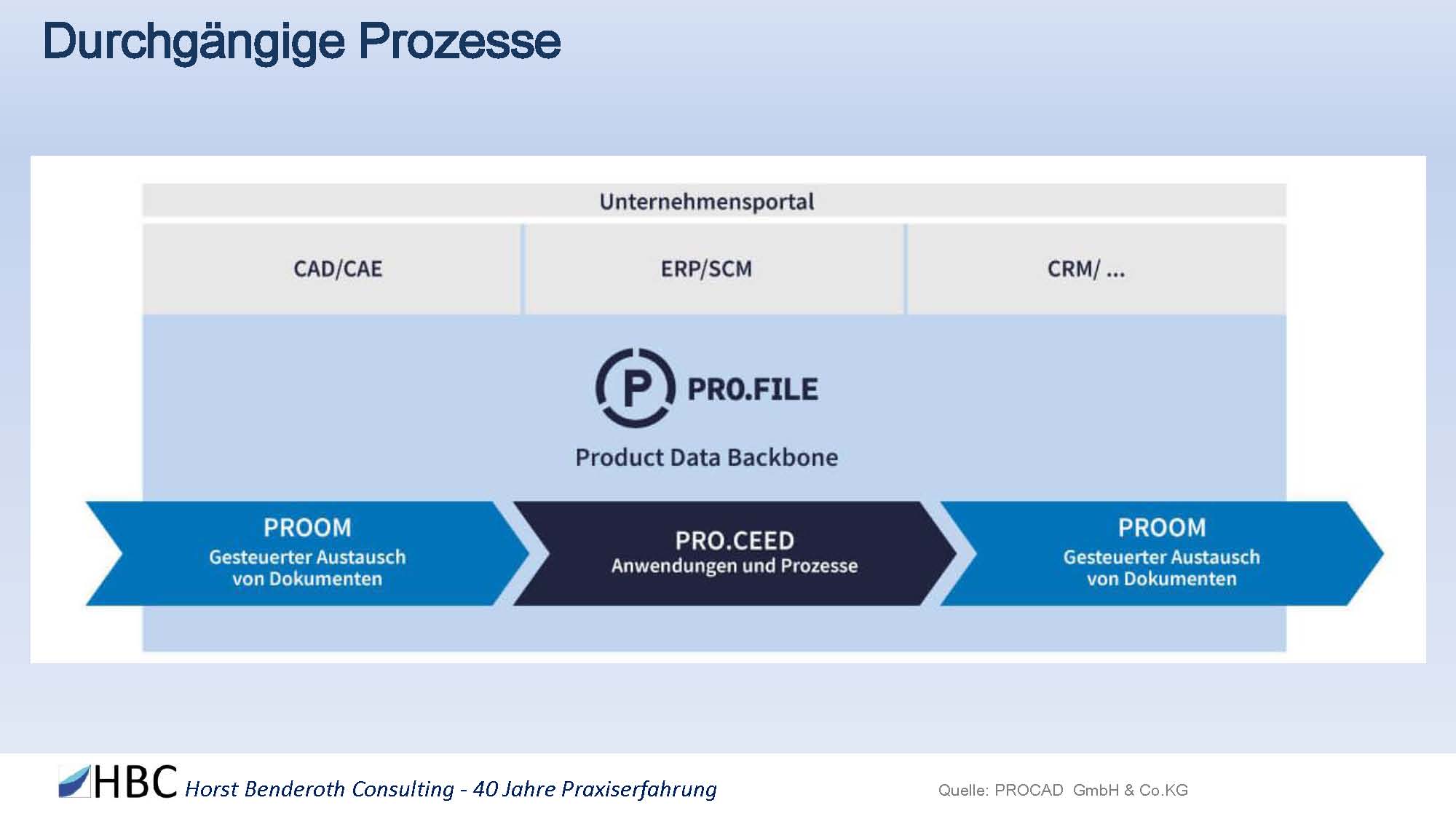 Bild 45: Quelle: PROCAD GmbH & Co. KG
Bild 45: Quelle: PROCAD GmbH & Co. KG
Eindimensionale Systeme für PDM, DMS oder CAD-Datenmanagement reichen heute nicht mehr aus und führen in eine Sackgasse. Der Ausweg aus der digitalen Sackgasse: Anstatt einzelne Softwareanwendungen zu lizensieren, werden Unternehmen künftig mehr und mehr granulare, vorkonfigurierte Anwendungspakete und Services über eine digitale Plattform auswählen können, mit denen sie dezidierte Aufgabe erledigen und bei Bedarf schnell erweitern können. PROCAD entwickelt eine solche Plattform und bietet mit PRO.FILE eine skalierbare Lösung entlang der Evolution des PLM in Unternehmen für seine Kunden an. Als digitale Plattform können verschiedenste Services im Umfeld von Zeichnungsverwaltung, technischem Dokumentenmanagement, Dateiaustausch, Änderungsmanagement etc. hinzugebucht werden, und dies auf Grundlage einer gemeinsamen Datenbasis, dem Product Data Backbone.
Von der Dokumentenverwaltung zur Prozesslenkung.
Während PDM und DMS in vielen Unternehmen bereits Standard sind, bleibt die Realisierung eines weiterführenden PLM-Prozess- und Projektmanagements oft in der Einführungsphase stecken. Denn viele mittlere und größere technische Unternehmen wollen keine langen Beratungsprojekte bezahlen, sondern schnelle Ergebnisse erzielen.
Die Verbesserung der Prozesseffizienz im Product Lifecycle entwickelt sich in Unternehmen meist evolutionär. Die Dokumentenlenkung auf Basis von Dokumentenstatus wie „Dokument in Arbeit“ oder „Dokument freigegeben“ ist in einem Produktdaten- oder Dokumentenmanagementsystem (PDM-System mit DMStec) üblich. In bestimmten Fällen kann darüber hinaus die Lenkung über Aufgaben (Tasks) einen zusätzlichen Effekt bringen.
Überall dort, wo Engineering-Unternehmen oft wiederkehrende Abläufe oder solche mit vielen beteiligten Personen und Unternehmensbereichen steuern und automatisieren wollen, bietet sich die Arbeit mit so genannten PLM-Aufgabenakten an. Denn in der Praxis technischer Unternehmen geht es stets um dokumenten- und datenintensive Prozesse. Deshalb werden Aufgaben und die zu bearbeitenden Daten sowie Dokumente zu einer Aufgabenakte verknüpft. Aufgaben wiederum gehören zu Prozessen oder Projekten, deren zeitlicher Ablauf gesteuert wird. Eine solche erweiterte Ablauflogik ermöglicht die Automatisierung von Teilaufgaben. Dies vollzieht den Schritt von der Dokumentenverwaltung zur Prozesslenkung.
Anwendungsfallbezogene Aufgabenakten, Prozesse und Projekte (wie z.B. für das Änderungsmanagement) lassen sich z.B. beim PLM-System PRO.FILE über einen gesonderten Aufsatz automatisieren und steuern. Die eigentlichen PLM-Prozesse werden dabei über vorkonfigurierte Anwendungspakete realisiert. Sie bestehen aus Vorlagen, fertigen Arbeitsabläufen, Cockpits, Reports und Menüs zur Bedienung der jeweiligen Prozesse zur Überwachung und Projekt- und Prozess-Steuerung. Best Practice Anwendungspakete für PLM-Systeme sollen die Realisierung der jeweiligen kundenspezifischen Abläufe verkürzen. Unternehmen müssen damit bei der Gestaltung ihrer PLM-Prozesse nicht auf der grünen Wiese starten. Dies kommt denen entgegen, die schnell in die Praxis starten wollen und weder Zeit noch Geld für ein langes Beratungs- und Implementierungsprojekt haben.
6.4 Prozess-Steuerung.
Insgesamt erhöht sich durch ein Aufgabenmanagement der Grad der Prozess-Steuerung. Freiheitsgrade werden reduziert, die Einhaltung von Regeln und Richtlinien wird erleichtert und gefördert. Das Resultat ist eine erhöhte Compliance und eine Automatisierung des Prozesses.
Gerade in technischen Unternehmen sollten über PLM-Software geführte Prozesse kein Selbstzweck sein. Alles in IT-Prozesse zu „gießen“ was in Software abgebildet werden kann, so wie es viele Prozessberater gerne propagieren, ist für mittlere und größere Unternehmen oft der falsche Ansatz. Wer so verfährt, verliert bereits vor der Realisierung viel Zeit und Geld und manche Ziel-Einsparung durch Automatisierungseffekte wird ad absurdum geführt. Die Einführung des PLM-Systems selbst ist ebenfalls kritisch. Fehlendes Prozess- und Change Management Know-how und großer Implementierungsaufwand verstärken die teure Abhängigkeit von Beratern oder lassen die Einführung zu einem Endlosprojekt werden. Die Folge: Viele Projekte werden abgebrochen, bevor die eigentliche Nutzung der PLM-Software beginnt.
Die Kernfrage für technische Unternehmen lautet: An welchen Stellen der PLM-Prozesse ist eine Hinterlegung des Prozesses in Software und eine Automatisierung organisatorisch und betriebswirtschaftlich überhaupt sinnvoll? Soll man PLM-Prozesse in IT steuern oder nicht? Eine hohe Anzahl an Durchläufen, eine Vielzahl von Nutzern oder hohe Compliance-Anforderungen sind Indizien dafür. Sind die PLM-Prozesse mit dem größten Potenzial gefunden, ist es zielführender, einen bereits vorbereiteten und in IT hinterlegten Best Practice Prozess zu verwenden und diesen mit den eigenen Anforderungen abzugleichen, anstatt mit einem abstrakten Pflichtenheft zu beginnen, deren Festlegungen am Ende in der Praxis ohnehin wieder verworfen werden müssen.
6.5 Anwendungspakete.
Best Practice ist ein bewährtes Verfahren und eine etablierte Methode, um mit neuen Softwareanwendungen schnell in der Praxis starten zu können. Man fängt mit der Programmierung nicht bei Null an, sondert verwendet das, was an anderer Stelle bereits erfolgreich erprobt wurde. PROCAD spricht in diesem Zusammenhang von vorkonfigurierten Anwendungspaketen. Es handelt sich dabei um speziell auf Kunden in technischen Unternehmen zugeschnittene PLM-Szenarien, die unter dem Produktnamen „PRO.CEED“ angeboten werden.
Solche vorkonfigurierten Best Practice-Anwendungspakete treiben im technisch-industriellen Umfeld die Evolution des PLM in Unternehmen und die vollständige Digitalisierung der Geschäftsabläufe voran – ausgehend vom reinen CAD-Datenmanagement der Anfangstage bis hin zum Digital Thread, der den laufenden Betrieb mit der Entwicklung verbindet und auf diese Weise Informationsrückflüsse in Geschäftsprozessen festlegt. Dadurch, dass die Pakete vorkonfiguriert sind und einzelne IT-Prozesse iterativ Schritt für Schritt hinzugefügt werden können, entkommt das Unternehmen der typischen „Customizing Falle“ mit aufwändigen Anpassungen der PLM-Software.
Die Pakete erlauben dem Kunden eine schnelle und einfache Implementierung von PLM-Szenarien. Er erhält sie im Rahmen der Softwarepflege-Vereinbarung auf Anfrage ausgeliefert. Änderungs-, Risiko- und Vertragsmanagement sind Beispiele dafür. Darüber hinaus lassen sich mit dem Instrumentarium weitere individuelle Anwendungspakete erstellen, etwa für Compliance-, Test-, Performance- oder Qualitätsmanagement.
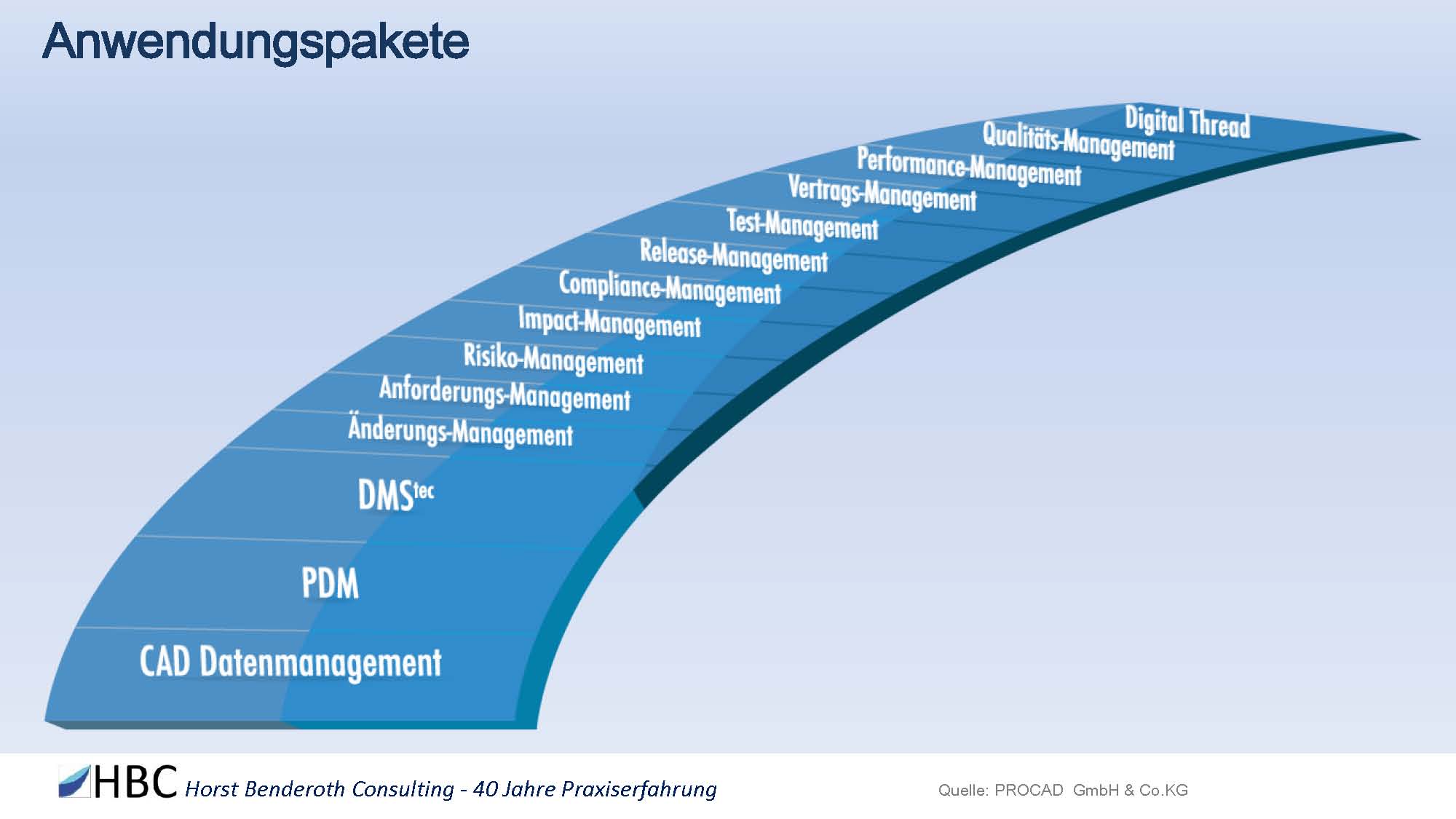 Bild 46:Quelle: PROCAD GmbH & Co. KG
Bild 46:Quelle: PROCAD GmbH & Co. KG
Änderungsmanagement – Abläufe automatisieren und Auswirkungen überwachen.
Oft müssen in Entwicklungsprojekten kurzfristig Änderungen durchgeführt werden. Die sicherste Kalkulation und Planung kann dadurch ins Wanken geraten. Wird ein solcher Änderungsprozess manuell koordiniert, dauert er in der Regel recht lange. Aufgabenakten stellen hierfür eine Lösung dar. Prozess-Steuerung bedeutet, das Aufgabenmanagement mit den Produktdaten zu verbinden. Dadurch findet der Anwender alle relevanten Dokumente und Daten zu einem Prozess oder Projekt an einem zentralen Ort. Die bessere Koordination der laufenden Product-Lifecycle-Prozesse oder -Projekte verkürzt Durchlaufzeiten und vermeidet Fehler bei zusammenhängenden Vorgängen.
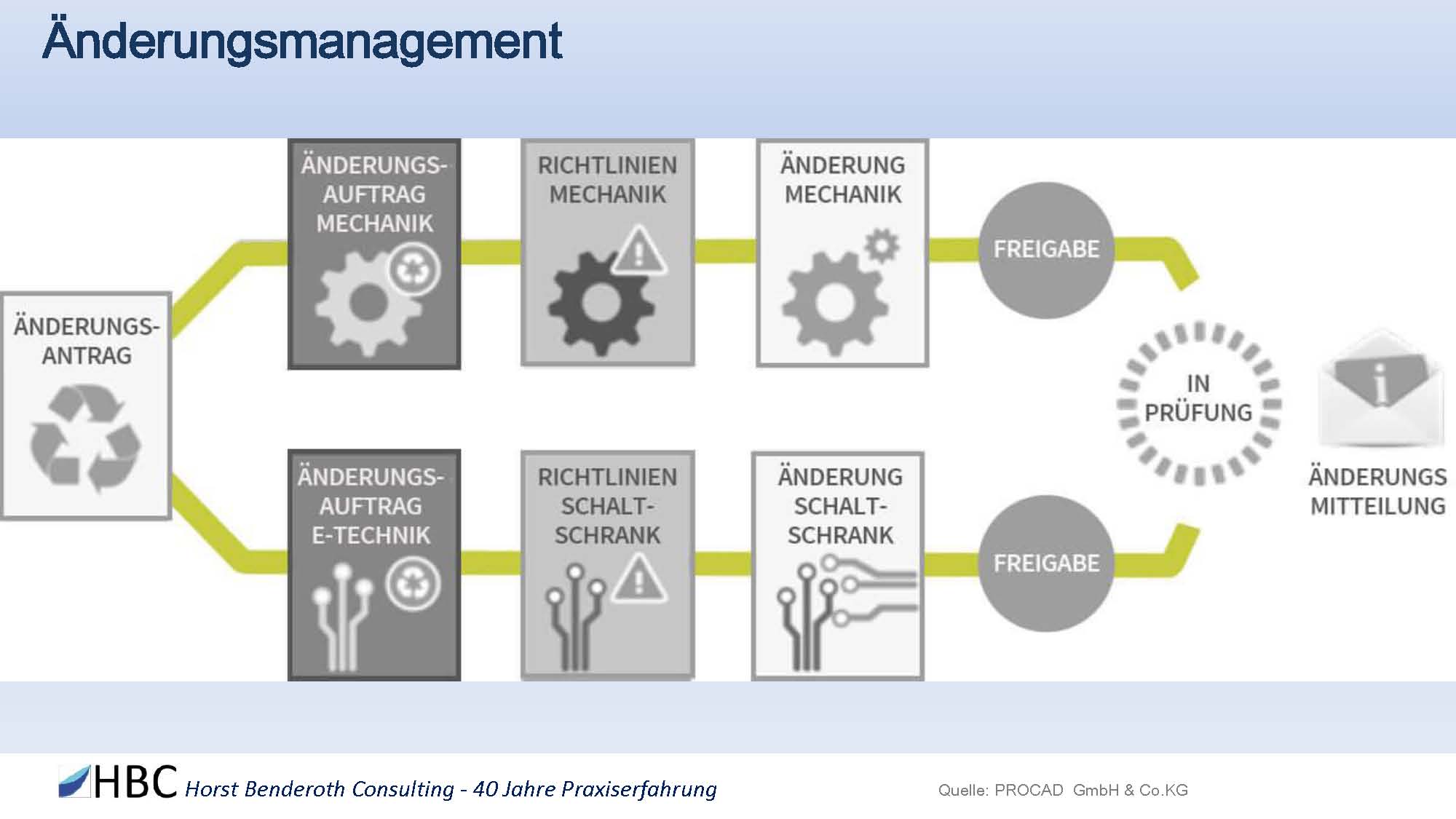 Bild 47:Quelle: PROCAD GmbH & Co. KG
Bild 47:Quelle: PROCAD GmbH & Co. KG
Die Abläufe im Product Lifecycle Management (PLM-System) werden darüber automatisiert. Das System meldet Abweichungen von selbst und der Anwender hat den aktuellen Status einer Änderung jederzeit im Blick. Er kann Teile des Änderungsprozesses, wie z.B. den Dokumentationsversand oder die Erstellung einer Impact Matrix (Auswirkungen der Änderung), wiederum automatisieren. Dadurch können auch die tatsächlichen Änderungskosten komfortabel ausgewertet werden.
 Bild 48:Quelle: PROCAD GmbH & Co. KG
Bild 48:Quelle: PROCAD GmbH & Co. KG
Für das Änderungsmanagement werden alle Produktdaten, Dokumente, Aufgaben und Prozess-Steuerungsinformationen zentral im PLM-System verwaltet. Bei Terminabweichungen greift ein integriertes Eskalationsmodell. Über das Cockpit kann der Nutzer den aktuellen Status einer Änderung jederzeit einsehen.
Risikomanagement im PLM-System – Risiken erkennen, kontrollieren und entgegenwirken.
Aus jedem Projekt, jedem Auftrag oder Vertrag können für ein Unternehmen Risiken erwachsen. Diese referenzieren sowohl untereinander als auch auf andere Objekte, etwa Verträge, sonstige Begleitdokumente, AGBs, Korrespondenz oder Nebenabreden. Aufgabe des Risikomanagements ist es, Risiken durch entsprechende Maßnahmen zu minimieren und sich präventiv auf künftige Risiken einzustellen.
Die Anzahl an Regularien, die Unternehmen im Zuge von Compliance beachten müssen, hat in den vergangenen Jahren stark zugenommen. Eine Vielzahl nationaler Gesetze, internationaler Richtlinien oder auch Selbstverpflichtungen erlegen Firmen heute strenge Dokumentationspflichten auf. Hierfür bieten sich Product Lifecycle Management-Systeme (PDM/PLM-Systeme) an. Ist ein PDM/PLM-System als DMStec ausgestaltet, wie beispielsweise PRO.FILE, ist es dafür besonders geeignet, weil es eine Produktdatenbasis für sämtliche Daten und Dokumente darstellt, nicht nur solche aus der Konstruktion. Mit der Lösung können Unternehmen somit ein zuverlässiges Risikomanagement aufsetzen und in den PLM-Prozess integrieren.
Im PDM/PLM-System werden zunächst alle risikorelevanten Begleitdokumente zentral in einer Risikoakte abgelegt. Von diesen Dokumenten ausgehend, können die daraus resultierenden Risiken erfasst, bewertet und priorisiert werden. Eine Einteilung in Risikoklassen wird vorgenommen und erste Maßnahmen zur Risikominimierung lassen sich planen. Ein Frühwarnsystem informiert über den Fortgang der Maßnahmen und informiert im Eskalationsfall. So werden Risiken mithilfe des PDM-Systems frühzeitig erkannt und das Unternehmen kann diesen kontinuierlich entgegenwirken.
Das PDM/PLM-System PRO.FILE beinhaltet ein Risiko-Cockpit, über das der Anwender Projekte und Verträge über einen Ampelstatus nach Risikoklassen einteilen und auch die Maßnahmenauswertung vornehmen kann. Es ermöglicht dadurch das Einhalten von Vorgaben durch auditfeste Prozess-Steuerung und eine einheitliche Bewertungsmethodik. Die dabei gesammelten Erfahrungen sind gleichzeitig Basis zur Entwicklung weiterer Strategien zur Risikominimierung.
In der PDM/PLM-Software können Unternehmen zum Beispiel komplexe Freigabeworkflows im Rahmen von Zulassungsverfahren mit Behörden abbilden. Im Luftfahrtbereich etwa bedarf mitunter jede Änderung an einem Bauteil der Zulassung durch die nationale Luftfahrtbehörde und ggf. weitere Institutionen. Solche Arbeiten muss das fertigende Unternehmen im Rahmen seines Änderungsmanagements in Testplänen, Maintenance-Manuals, Flughandbüchern und weiteren Dokumenttypen festhalten. Oft gehören zu jedem Dokument noch mehrere Freigabeprozesse, die zu durchlaufen sind. Im PDM/PLM-System kann das Unternehmen die Logik dieser Prozesse im Rahmen des Risikomanagements darstellen und dadurch detailliert nachverfolgen, welcher Mitarbeiter ein zu prüfendes Dokument erstellt und freigegeben hat.
Vertragsmanagement – Überblick über alle Verträge mit integriertem Eskalationsmanagement.
Im Vertragswerk sind die wesentlichen Grundlagen der Geschäftsbeziehungen eines Unternehmens zu seinen Kunden, Lieferanten, Partnern und sonstigen Externen festgeschrieben. Diese Informationen zum richtigen Zeitpunkt am richtigen Ort der richtigen Person verfügbar zu machen, ist Teil eines Product-Lifecycle-Management-Prozesses. Nur durch ein zentrales Vertragsmanagement lässt sich gewährleisten, dass Fristen und weitere Vertragspflichten eingehalten werden. Ohne die notwendige Transparenz werden diese nach Vertragsabschluss oft wieder vergessen. Ein als DMStec ausgestaltetes PDM/PLM-System ist in der Lage, alle Arten von Vertragsdokumenten vorzuhalten.
Verträge schließt oft jede Abteilung im Unternehmen für sich selbst ab. Das hat zur Folge, dass die Vertragsdokumente nicht zentral verwaltet, sondern verteilt in einzelnen Fachbereichen abgelegt werden. Eine verteilte (Papier-)Ablage bedeutet, dass Dokumente oft nicht auffindbar sind, wenn man sie gerade braucht. Auch herrscht keine Klarheit darüber, ob unter Umständen verschiedene Stellen im Unternehmen mit ein und demselben Lieferanten gleichlautende Verträge abgeschlossen haben. Es wäre zum Beispiel wünschenswert, dass der Einkauf leicht kontrollieren kann, wie viele Verträge mit welchen Unternehmen bestehen, inwieweit deren Konditionen voneinander abweichen und wo man Vertragsbeziehungen unter Umständen bündeln und vereinheitlichen kann, um zu besseren Konditionen zu gelangen.
Schließlich geschieht es nicht selten, dass sich Kündigungsfristen ungewollt verlängern, weil die jeweiligen Dokumente gerade nicht zur Hand sind, um sie auf ihre Laufzeit zu prüfen. Unbeabsichtigt verlängerte Verträge durch mangelndes Fristenmanagement führen in vielen Unternehmen immer wieder zu Mehrausgaben.
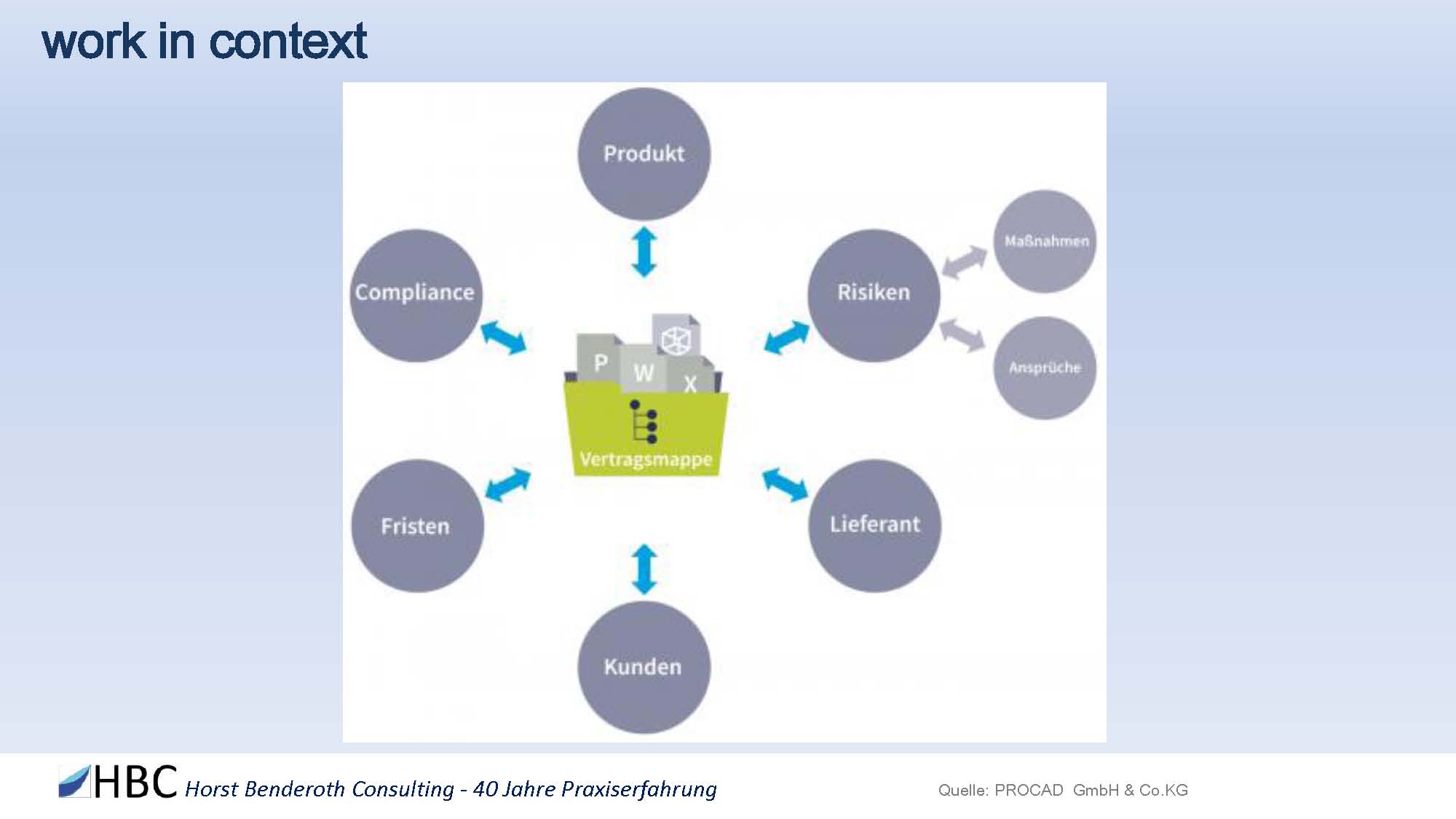 Bild 49:Quelle: PROCAD GmbH & Co. KG
Bild 49:Quelle: PROCAD GmbH & Co. KG
Im PDM/PLM-System können Unternehmen alle Vertragsakten mit Bezug zu Auftrag, Projekt und Produkt sowie die vertragsbegleitenden Dokumente digital an einem zentralen Ort verwalten. Es handelt sich um ein funktionsreiches Vertragsmanagementsystem, das dem Anwender einen vollständigen und transparenten Überblick über Vertragsinhalte liefert. Das System gibt Verträge rechtzeitig vor Fristablauf automatisch in die Wiedervorlage. Durch dieses integrierte Eskalationsmanagement wird der Nutzer rechtzeitig über zu beachtende Kündigungsfristen informiert. Das Aufführen solcher Informationen in Papierform oder Excel-Tabellen ist nicht mehr notwendig, die Prozesse im unternehmensweiten Vertragswesen werden im PDM/PLM-System automatisiert.
Das Product Lifecycle Management-System (PLM-System) stellt auch Textbausteine und Templates zur Verfügung, mit denen sich Verträge schneller aufsetzen lassen. Von der Vertragserstellung bis zur Unterzeichnung führt das Vertragsmanagement den Anwender durch den Prozess. Das verkürzt Durchlaufzeiten und jeder behält jederzeit den Überblick, welcher Vertrag sich gerade wo und in welchem Status befindet. Eine granular abgestufte Benutzerberechtigung sorgt dafür, dass nur jeweils Berechtigte auf ihre Vertragsdokumente zugreifen können.
7. Collaborative PLM.
Ausgehend vom CAD-Datenmanagement, stellt Collaborative PLM in der Evolutionskette die Stufe vor der vollständigen Digitalisierung bei der Weiterentwicklung von PDM/PLM-Lösungen im technisch-industriellen Umfeld dar. Collaborative bedeutet, dass PLM-Prozesse über die Firmengrenzen hinaus erweitert werden. In der heutigen vernetzten Welt müssen Unternehmen firmen- und systemübergreifend denken. Dadurch wird eine intern und extern vernetzte Prozesskoordination entlang des gesamten Produktlebenszyklus in Echtzeit möglich. Gesteuert über die Collaborative PLM-Lösung, werden Partner, Kunden und Lieferanten in die Unternehmensabläufe eingebunden. Wichtig ist hier, dass die Art und Weise, wie man mit Externen zusammenarbeitet, den gleichen Regeln folgt wie die internen PLM-Prozesse.
PROCAD hat mit PROOM eine Collaborative PLM-Plattform für den Dokumentenaustausch entwickelt, die speziell auf die Anforderungen von produzierenden Unternehmen ausgelegt ist. Virtuelle Projekträume ermöglichen die Vergabe und Verwaltung von Benutzerberechtigungen, so dass das Unternehmen genau festlegen kann, wer was sehen, bearbeiten oder austauschen darf. Für jeden Projektraum werden Aktivitätsprotokolle geführt, um die Nachvollziehbarkeit zu gewährleisten. Der Dokumentenaustausch selbst ist mit wenigen Klicks erledigt. Alle Änderungen an den Dokumenten werden automatisch synchronisiert.
Inhalte für Collaborative PLM.
7.1 Vertrauliche Dokumente.
Im technischen Unternehmen arbeiten heutzutage oft verteilte, spezialisierte Teams zusammen. Im Rahmen solcher Entwicklungsprozesse werden vertrauliche Dokumente von verschiedensten Partnern bearbeitet, die außerhalb der eigenen Unternehmensgrenzen agieren. Product Lifecycle Management (PLM-Lösung) muss aus diesem Grund als Gesamtlösung betrachtet werden – das Wesensmerkmal von Collaborative PLM. An den Schnittstellen sind professionelle Instrumente des Datenaustausches gefragt. Bislang waren E-Mail und FTP die am häufigsten genutzten Transportwege, haben jedoch deutliche Nachteile: E-Mail-Verkehr ist unsicher und für vertrauliche Dokumente wenig geeignet. Beim FTP-Transfer werden Dateiversionen unkontrolliert überschrieben, die Protokollierung ist unzureichend, ferner sind nur Up- und Download möglich. Im betrieblichen Umfeld hat man jedoch oft mit sehr großen Dateien zu tun, die zu teilen sind. Erforderlich sind außerdem Dokumentenverwaltung, -lenkung, Versionierung, Rechtevergabe und das Einrichten individueller Projekträume.
Datenaustauschplattformen wie Dropbox kommen ursprünglich aus dem privaten Bereich, bieten aber inzwischen oft eine professionelle Unternehmensvariante. Wenn auch dem Gedanken an vertrauliche Dokumente dort eher Rechnung getragen wird, in dem man verschiedene Datenräume für dedizierte Nutzergruppen einrichten kann, sind sie dennoch nicht auf die speziellen Anforderungen im technischen Umfeld zugeschnitten.
Sicherheit für vertrauliche Dokumente muss auf verschiedenen Ebenen stattfinden: sowohl während der Datenübertragung als auch bei der protokollierten Änderung von Dateien. Der größte Nachteil gängiger Datenaustauschplattformen besteht aber sicherlich darin, dass sie nicht in die bestehende Collaborative-PLM-Landschaft des Unternehmens eingebettet sind. Damit existiert nach wie vor ein Bruch zwischen den Systemlandschaften. Die Prozesse beim Austausch von und während der Arbeit an Konstruktionsplänen, CAD-Zeichnungen, Änderungsaufträgen, Ausschreibungen und sonstigen technischen Dokumenten sind nicht nahtlos miteinander verbunden.
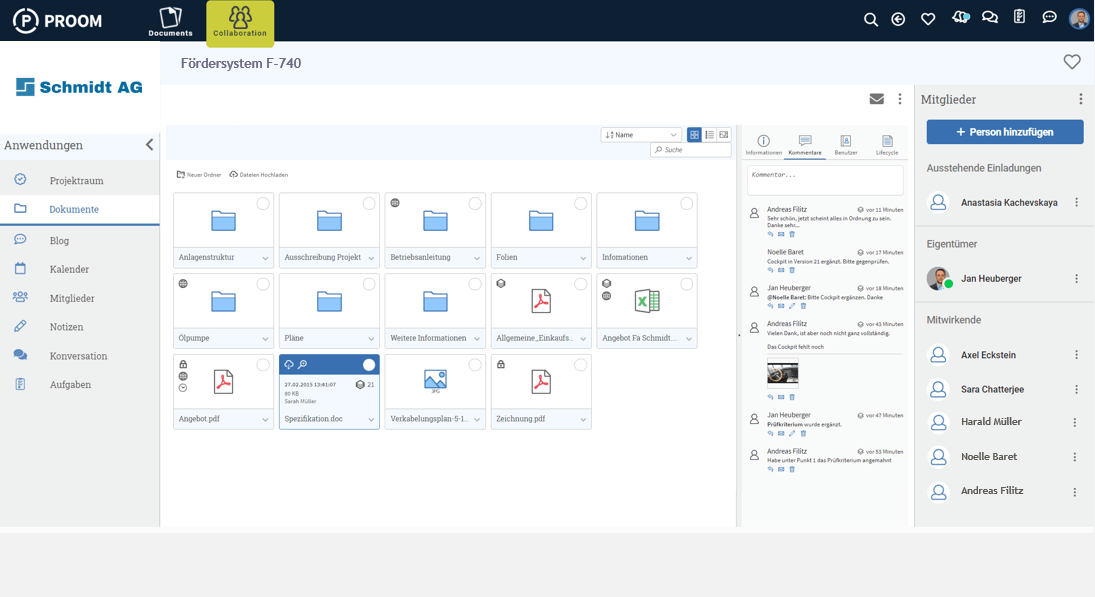 Bild 50:Quelle: PROCAD GmbH & Co. KG Bild: PROOM Collaboration Suite – Der digitale Projektraum für technische Unternehmen
Bild 50:Quelle: PROCAD GmbH & Co. KG Bild: PROOM Collaboration Suite – Der digitale Projektraum für technische Unternehmen
7.2 Virtuelle Projekträume.
Virtuelle Datenräume schaffen die Brücke für technische Unternehmen, kontrolliert auf Dateien zuzugreifen. Ein virtueller Datenraum ist eine digitale Plattform zum schnellen und sicheren Austausch von Informationen und zur Effizienzsteigerung des Informationsaustausches zwischen unterschiedlichen Projektmitgliedern. Geeignet sind solche Plattformen für den Einsatz in kommunikationsintensiven Prozessen, wie z.B. zwischen Konstruktionsabteilungen und externen (Entwicklungs-) Partnern. In solchen Entwicklungspartnerschaften geht es um kollaboratives Arbeiten, Vertraulichkeit und Integration in bestehende Systeme. Die Anforderungen an den Informationsaustausch steigen durch die derzeit wachsende technische Komplexität. Externe Partner, Kunden oder Lieferanten auf der verlängerten Werkbank müssen konsequent und zuverlässig zusammenarbeiten können, ohne System- und Medienbrüche. An dieser Stelle setzen Dokumentenaustauschplattformen für professionelle Anwender an, indem sie Prozesse zwischen intern und extern miteinander verbinden. Über solche virtuellen Datenräume erfolgt der Dateiaustausch über System- und Unternehmensgrenzen sicher und nachvollziehbar.
Besonders in technischen Unternehmen herrschen bereits festgesetzte Strukturen, Abläufe und Freigabeprozesse vor, die ein virtueller Projektraum gut abbilden kann. Der Leiter eines digitalen Projektraums kann über ein ausgefeiltes Zugriffsberechtigungskonzept exakt steuern, welche Projektmitglieder wann was mit den Dokumenten tun dürfen. Über integrierte Monitoring-Funktionen sowie eine dedizierte Rechtevergabe an die Benutzer lassen sich alle Aktivitäten nachvollziehen. Durch das Synchronisieren von beispielsweise CAD-Daten oder technischen Spezifikationen über den Projektraum greifen Konstrukteure und Entwicklungspartner jederzeit auf die aktuellen Dateien zu. Da die Dateien nicht lokal, möglicherweise im E-Mail Posteingang eines Mitarbeiters, liegen, ist man durch einen virtuellen Projektraum unabhängig von den An-/ Abwesenheiten sowie dem Bearbeitungsstatus anderer Projektmitglieder. Außerdem wird durch die Sync-Funktion die Möglichkeit zur Offline-Bearbeitung der Dateien bereitgestellt.
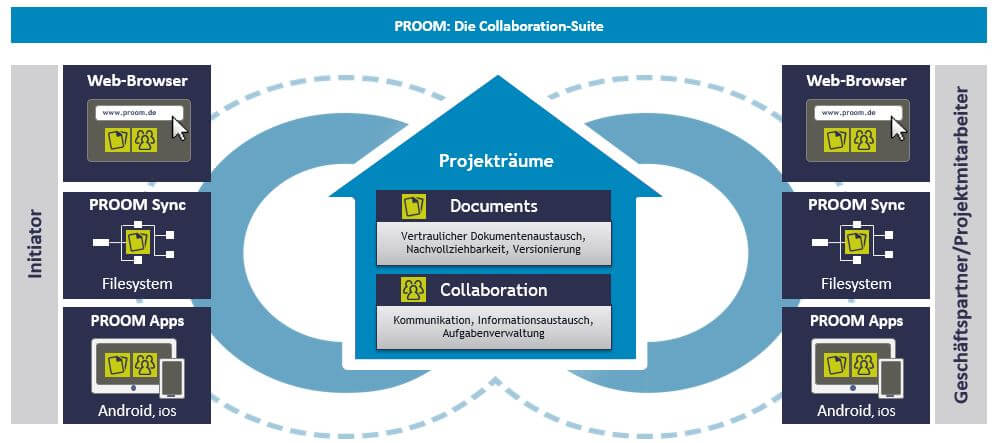 Bild 51:Quelle: PROCAD GmbH & Co. KG Bild: PROOM Collaboration Suite
Bild 51:Quelle: PROCAD GmbH & Co. KG Bild: PROOM Collaboration Suite
Die virtuellen Projekträume von PROOM erlauben es den Projektbeteiligten, sich auf die Inhalte zu konzentrieren und nicht auf die Administration. So werden Projekte schneller und erfolgreicher durchgeführt und Compliance-Richtlinien eingehalten.
7.3 Standortübergreifende Zusammenarbeit.
Eine standortübergreifende Zusammenarbeit für Unternehmen, die ein PDM/PLM-System an mehreren Standorten einsetzen, lässt sie (wie bei PRO.FILE) über eine so genannte „Enterprise Transaction Orientated Replication“ (ETOR) ermöglichen. Global verteilten Teams steht damit eine skalierbare Collaborative PLM-Lösung zur Verfügung.
Dies ist angesichts der heutigen Praxis auch notwendig, da nicht mehr nur Großunternehmen, sondern auch mittelständische Fertiger im Maschinen- und Anlagenbau oder in der Automobilzulieferindustrie an international verteilten Standorten Konstruktion und Entwicklung durchführen. Diese Zusammenarbeit in weltweit verteilten Teams gilt es zu koordinieren, zu synchronisieren und einen schnellen Zugriff auf aktuelle Daten für alle Beteiligten zu ermöglichen.
ETOR löst dies über eine Replikation der Entwicklungsdaten. Das heißt, dass alle Daten an jedem Standort lokal bereitgestellt werden. Für die Bearbeitung von CAD-Daten, ihr Öffnen, Lesen, Anzeigen und Speichern, muss keine Übertragung zum zentralen Server aufgebaut werden. Moderne Datenbanktechnologie sorgt dafür, dass trotzdem dem Grundgedanken des Produktlebenszyklusmanagement (PDM/PLM-System) entsprochen wird, nach dem alle Anwender auf einer gemeinsamen Datenbasis arbeiten.
Mit einer performanten Datenbank kann jeder Standort mit einer eigenen Datenbasis arbeiten und zusätzlich alle CAD-Modelle und andere Entwicklungsunterlagen komplett lokal vorhalten. D.h. das Lesen, Anzeigen und Speichern finden stets vor Ort statt. Anschließend überträgt der lokale Server die Daten im Hintergrund an alle anderen Standorte. Diese gewinnen dadurch noch an Autonomie, denn wenn die Verbindung zum zentralen PLM-Server einmal unterbrochen ist, können sie trotzdem weiterarbeiten. Steht die Leitung wieder, gleichen Standorte und Zentrale die Daten automatisch ab.
Durch die Datenreplikation an verteilten Standorten wird die Entwicklungskollaboration in global verteilten Teams wesentlich vereinfacht. Voraussetzung ist stets eine zuverlässige Synchronisation zwischen zentraler Datenbasis und lokalen Änderungen. Ist dies der Fall, können verteilte Teams auch im Fall von Leitungsunterbrechungen weiterarbeiten, ohne die Datenintegrität des Gesamtsystems zu gefährden. Sie können ganze Baugruppen mit einem Klick austauschen – sicher, fehlerfrei und ohne Änderungskonflikte.
7.4 PLM-Bestellprozesse.
Eine Collaborative-PLM-Lösung soll firmenübergreifende Arbeitsabläufe sauber abbilden. Der Konstrukteur kann für jedes Produkt im PDM/PLM-System entsprechend der im CAD-System, z.B. AutoCAD, Autodesk Inventor, Creo, Solid Edge oder Solidworks, vorgegebenen Struktur Produktordner anlegen. Diese werden mit Zeichnungen, Stücklisten, technische Unterlagen, Berechnungen etc. gefüllt. Ein PLM-Bestellprozess startet dann üblicherweise mit einem Auftragseingang. Der Projektleiter legt den neuen Auftrag im ERP-System unter einer eindeutigen Nummer an, die anschließend automatisch an die PDM/PLM-Software mit den Metadaten des Auftrags (Kunde, Produkttyp und -nummer) übergeben wird. Dort wird ein Auftragsordner mit eben dieser Nummer angelegt. Der Konstrukteur erhält die Spezifikation des Auftrags, kopiert die Projektstruktur aus dem Produkt- in den Auftragsordner und füllt diesen anschließend mit Leben.
So sind im Produktordner stets die neuesten Stände der Zeichnungen dokumentiert, während im Auftragsordner dargestellt ist, was tatsächlich gebaut wurde. Ist der Auftrag fertig zusammengestellt, werden die Zeichnungen an die Fertigung übermittelt. Ein Verzeichnis im PDM/PLM-System hält die Fertigungsstände des Produktes fest. So wird der Nachweis erbracht, wann welche Zeichnung in welcher Version zum Kunden bzw. an die Fertigung geschickt wurde. Lückenlos kann das Unternehmen die gesamten Bestellprozesse vom Auftragseingang über die Konstruktion bis hin zur Fertigung belegen.
Hier erweist sich wiederum die Eigenschaft eines PDM/PLM-Systems als Product Data Backbone als unschätzbar, in dem es Aufgaben und Versionsstände von Dokumenten zu jedem Zeitpunkt eines Auftrags nachvollziehbar macht und archiviert. Dem Unternehmen gelingt es dadurch, seine Auftragsprozesse effizient abzuwickeln und dem Kunden termingerecht fertige Produkte auszuliefern. Ob die Beteiligten im Inland oder Ausland sitzen, ob es sich um lokale oder global verteilte Teams handelt, spielt an dieser Stelle keine Rolle.
8. Digitalisierung.
Mit der Digitalisierung in technischen Unternehmen steigt die Anzahl der Systeme, in denen produktionsbezogene Informationen entstehen. Auch die Datenmengen werden immer größer und heterogener. Daten werden heute in verschiedensten Systemen erzeugt: M-CAD, Elektro- und Elektronik-CAD-Software, hinzu kommen produktrelevante digitale Information in Office-Dokumenten, im ERP-System, im CRM oder Support-System.
Die Verwaltung dieser Daten ist komplex, denn diese müssen über den gesamten Lebenszyklus eines Produktes betrachtet werden. Im Zuge einer integrativen Zusammenarbeit zwischen allen Abteilungen ist es zudem wichtig, dass nicht jeder nur mit seinen eigenen Daten arbeitet. Die manuelle Übertragung von Informationen von einem System in das nächste stellt allerdings eine ständige Fehlerquelle dar
Der Begriff der Digitalisierung wird in diesem Zusammenhang oft zu kurz interpretiert.
8.1 Disruptive Innovation.
In voller Fahrt bei laufendem Geschäftsbetrieb genauso innovativ sein wie ein Start-up: Bei diesem Spagat tun sich deutsche Mittelständler aus dem technologischen Umfeld noch schwer. Technologien zu verfeinern und weiterzutreiben bis zur Weltspitze – darin macht deutschen Ingenieuren so leicht keiner etwas vor. Was derzeit im Rahmen der Digitalisierung geschieht, ist aber mehr als bloße technologische Weiterentwicklung. Es ist eine Revolution, bei der schon so manch Etablierter von einem bis gestern noch unbekannten Wettbewerber überrollt wurde – Stichwort Disruptive Innovation.
Disruptive Innovation kommt nicht vornehmlich über technologische Differenzierung, sondern über das Geschäftsmodell. Für die Digitalisierung im deutschen Mittelstand, im Maschinenbau, im Anlagenbau oder anderen Branchen ist genau dieses Kennzeichen die besondere Herausforderung. Denn als etabliertes Unternehmen kann man nicht einfach Bestehendes über Bord werfen und sich unbekümmert und mit aller Kraft neuen Ideen widmen. Man muss vielmehr zweigleisig fahren, um Innovatives wirtschaftlich abzusichern: das bestehende Modell weiterfahren und gleichzeitig transferieren.
Wie aber kann man mit sich selbst disruptiv sein und das aus voller Fahrt? Wie kann man, unbelastet von bestehenden Verpflichtungen mit höchster Dynamik und gleicher Begeisterung wie bei einem Start-up im Silicon Valley neue Richtungen sondieren?
Die wichtigsten Faktoren bei der Gestaltung neuer Geschäftsmodelle sind Timing und Management. Nicht der „Early Bird“ fängt den Wurm, sondern derjenige, der richtig aufgestellt ist, wenn die „Early Majority“ der Kunden kommt, d.h. die größte Gruppe der Käufer, die das neue Produkt oder den neuen Service nachfragen.
8.2 PLM und Industrie 4.0.
Aus dem Blickwinkel von PDM/PLM-Systemen betrachtet, ist die Basis für Prozess-Steuerung in einer Industrie 4.0-orientierten Produktion die vollständige Verwaltung der Produktdaten.
„Das effiziente und effektive Management dieses digitalen Produktmodells von der Entwicklung über den Vertrieb, die Produktion und Inbetriebnahme bis zur Kundennutzung und zur Gewährleistung der mit dem Produkt verbundenen Dienste“ – das wird etwa seit dem Beginn des neuen Jahrtausends als Produkt-Lebenszyklus-Management oder PLM bezeichnet. Und in wachsendem Maße umfasst PLM nicht mehr nur die mechanischen Geometriedatenmodelle, sondern auch die Logik der Elektrik und Elektronik und die Programme der eingebetteten Software.
Dieses Management der Produktdaten ist die Grundvoraussetzung dafür, dass moderne, „intelligente“ und vernetzte Produkte ihre Funktion erfüllen und auf dem Weltmarkt erfolgreich sind. Es ist die Grundvoraussetzung, dass dann auch die Produktion „intelligenter“ vernetzt organisiert werden kann. Es ist die Grundvoraussetzung für Industrie 4.0.“ (Hechenberger Thesen des Sendler Circle)
Was ist ein digitaler Geschäftsablauf?
Häufig findet man in der Praxis Abläufe, die nur dem Anschein nach digital sind. Ein echter digitaler Geschäftsablauf zeichnet sich jedoch allein dadurch aus, dass operable Informationen vorliegen, die sich weiterverarbeiten lassen.
Man muss heute schon genau hinsehen, um falsche von echten digitalen Geschäftsabläufen zu unterscheiden. Nur dass kein Papier mehr vorliegt, heißt nicht, dass die Information digital ist. Sie ist vielmehr nur „elektronifiziert“. Die gescannte Rechnung, die ein Lieferant per E-Mail an seinen Kunden schickt, ist ein typisches Beispiel. Die darin enthaltenen Rechnungsinformationen sind nicht digital operabel. Man braucht aber echte digitale Informationen für einen richtigen digitalen Geschäftsprozess.
Dazu müssen – im Fall der Rechnung – zunächst per Optical Charakter Recognition die Bilddaten ausgelesen, Kopf- und Positionsdaten erkannt und im Idealfall mit einer zugrunde liegenden Bestellung im ERP-System abgeglichen werden. Stimmen Bestell- und Rechnungswerte überein, kommt ein Workflow zum Einsatz, der die Rechnungsdaten an die Finanzbuchhaltung zwecks Bezahlung weiterleitet – die klassische Dunkelbuchung ohne menschliches Zutun und Paradebeispiel für einen echten digitalen Geschäftsprozess. Diesen kennzeichnet mithin: digital operable Informationen, die maschinell verarbeitet werden und Systeme, die zu diesem Zweck miteinander verbunden sind.
Was für die Rechnung im kaufmännischen Umfeld gilt, ist auf Konstruktion und Entwicklung, d.h. die in einem Product Lifecycle Management System (PLM) vorhandene Information übertragbar. In diesem Fall geht es um alle Daten und Abläufe, die im Zusammenhang mit dem Produktmanagement stehen. Ein in der PLM-Software erstellter Änderungsantrag für ein Produkt als PDF ist noch keine operable, mit anderen Worten digital weiterverarbeitbare Information. Vielmehr muss die relevante Information des Antrags „Ändere folgendes Teil in dieser Art und Weise“ separat vorlie-gen und mit dem dazugehörigen Bauteil im PLM-System verbunden werden. Dann erst lassen sich Zusammenhänge herstellen. Allein dass die einzelnen Änderungspositionen im Antrag aufgelistet sind, erlaubt noch keine vollständig digitale Zuordnung. Und es ist nicht nur die Information über die Änderung, die digital vorliegen und mit der Änderungsdokumentation verbunden werden muss. Sondern zudem auch noch die sich daraus ergebene Aufgabe.
Wenn im PLM-Umfeld daher ein digitaler Geschäftsprozess entstehen soll, reicht es nicht aus, per E-Mail eine Aufgabe zu verschicken und die Bauteile, um die es geht, als Attachement anzuheften. Vielmehr muss die Aufgabe in der PLM-Software über eine Aufgabenakte vergeben werden und jedes Dokument liegt nur einmal vor. Der Änderungsprozess im PLM-System lenkt dann alle mit der Änderung verbundenen Produktdaten und Dokumente, begleitet durch die Aufgabenakte. Ein PLM-System als Product Data Backbone ist für einen solchen Änderungsprozess die Voraussetzung, denn dieser hängt unmittelbar mit Produktdaten zusammen, die im gesamten Unternehmen entstehen. Nur so kann die Änderung durchgängig von der Reklamation über das Änderungsmanagement bis zur Entwicklung verwaltet werden oder ein digitaler Informationszwilling per Knopfdruck aus einer Maschinen- und Lebenslaufakte entstehen.
Diese beiden Szenarien demonstrieren, was einen echten digitalen Prozess ausmacht. Ein Unternehmen betreibt erst dann durchgängige End-to-End-Digitalisierung, wenn es Informationen aus CAD, ERP und PLM digital verfügbar macht und dafür sorgt, dass diese sofort von anderen Systemen genutzt werden können. Eine Information muss also fähig sein, in ihrer digitalen Form ohne menschliche Interaktion genutzt zu werden und Aktionen und nachgelagerte Prozesse auszulösen. Man spricht dann von einem digitalen „Impact Management“. Um Digitalisierung in technischen Unternehmen richtig zu betreiben, benötigt man eine entsprechende digitale Plattform. Ein Product Data Backbone stellt eine solche Informationsbasis dar.
Ein Unternehmen muss dafür die notwendigen IT-technischen Voraussetzungen schaffen. Es sind drei Bereiche, die für die Digitalisierung wesentlich sind: das ERP-System, (mit SCM, Business Intelligence und Instandhaltung) zur Verknüpfung von Produktion, Finanzen, Vertrieb und Service, die Office-Systeme inklusive Intranet, Portal und CRM-System sowie die PLM-Software für Produktentstehung und -management – das Product Data Backbone.
8.3 Systems Engineering.
Die Entwicklung immer ausgefeilterer mechatronischer Systeme erfordert eine enge Zusammenarbeit von Spezialisten aller beteiligten Fachdisziplinen. Beim Design eines neuen Produktes oder der grundlegenden Überarbeitung soll und kann am Anfang oftmals noch nicht genau erkannt werden, welche Funktion über welche Technologie realisiert wird. Vielmehr kommt es zunächst darauf an, die Funktionalität eines Produktes sehr exakt zu beschreiben. So können alle, die an der Entwicklung, Fertigung und Vermarktung beteiligt sind, erkennen, was zu tun ist. Dies ist die Aufgabe von Systems Engineering.
Systems Engineering ist die erste Phase des Product Lifecycle Managements. Es begleitet auch alle nachfolgenden Phasen im PLM-Prozess. Systems Engineering und Product Lifecycle Management sind daher eng miteinander in Beziehung zu setzen. Der systemorientierte Entwurf, losgelöst von der Realisierungsform in Mechanik, Elektrik oder Software, erhält künftig eine enorme Bedeutung und stellt einen zentralen Punkt einer Industrie 4.0-Strategie dar.
Produkte müssen inzwischen stärker über das Geschäftsmodell definiert werden. Hierfür gilt es, eine Brücke zwischen der Entwicklung in den jeweiligen Abteilungen und dem Geschäftsmodell sicherzustellen. Diese Brücke ist das Systems Engineering, welches dabei als übergeordnetes Konzept anzuwenden ist. Denn künftig steigt der Anteil von Software und Elektronik in den Produkten und damit auch der Marktdruck, solche Produktbestandteile anzubieten. Die Verschiebung der Value-Proposition-Anteile wird zum Treiber von Systems-Engineering-Methoden. Durch ihren Einsatz verkürzen sich die Produktzyklen und die gesamte Entwicklung ist geprägt von einer höheren Dynamik über den gesamten Lebenszyklus des Produktes.
8.4 Digitaler Informationszwilling.
Maschinen und Anlagen werden in ihrer Struktur immer komplexer; der Produktanteil von Elektronik und Software gegenüber reiner Mechanik steigt angesichts von Digitalisierung und Industrie 4.0 permanent an. Lässt man die Produktinformationen aller Komponenten einer Anlage über ihren gesamten Lebenszyklus in einem Product- and Document Lifecycle Management System (PDM/PLM-Software) zusammenfließen, entsteht ein Digitaler Informationszwilling der an den Kunden ausgelieferten Anlage.
Computergestützte Modelle von Objekten, an denen man virtuell Simulationen durchführen kann, machen seit einiger Zeit unter dem Schlagwort des Digitalen Zwillings von sich reden. Digitalisierung wird im Maschinenbau und Anlagenbau als Konzept im Zusammenhang mit Industrie 4.0 diskutiert. Als Abbild eines Prozesses, eines Produktes und einer Dienstleistung verbindet der Digitale Zwilling die reale mit der virtuellen Welt. Installierte Sensoren an einem realen Objekt übermitteln ihre Daten an den Digitalen Zwilling, der sie verarbeitet und auswertet. Durch die Überwachung von Systemen lassen sich Fehler besser antizipieren und Probleme vermeiden, noch bevor sie auftreten.
Bild 52:Quelle: PROCAD GmbH & Co. KG, Konrad Reitz Ventilatoren GmbH & Co.KG
Im unternehmerischen Alltag sind vollständige Digitale Zwillinge dieser Art aufgrund der damit verbundenen technischen Voraussetzungen noch nicht über ihr Anfangsstadium hinausgewachsen. Derzeit werden vor allem einzelne Teile der Anlage remote überwacht, um z.B. die vorausschauende Wartung zu gewährleisten. Die technische Basis für einen Digitalen Zwilling ist eine durchgängige digitale Plattform, die produktrelevante Dokumente und Informationen verknüpfen und über den gesamten Produktlebenszyklus bereitgestellt.
Maschinen- und Lebenslaufakte als Ausprägung des Digitalen Zwillings.
Was sich statt eines vollständig digitalen Abbilds durchaus einfacher realisieren lässt, ist ein „Digitaler Informationszwilling“. Dabei handelt es sich um eine Lebenslaufakte eines Produktes/einer Anlage. Sie orientiert sich an der technischen Struktur aller Elemente der Anlage und vereinigt sämtliche damit in Verbindung stehenden Informationen, die für die Produktentstehung und das Produktmanagement relevant sind, an zentraler Stelle. In der Lebenslaufakte fließen über den gesamten Lebenszyklus der Anlage hinweg Produktdaten und Dokumente zusammen. Diese Informationen zu einem Produkt werden kundenbezogen oder projektspezifisch zusammengeführt und repräsentieren die ausgelieferte Maschine als Digitaler Informationszwilling.
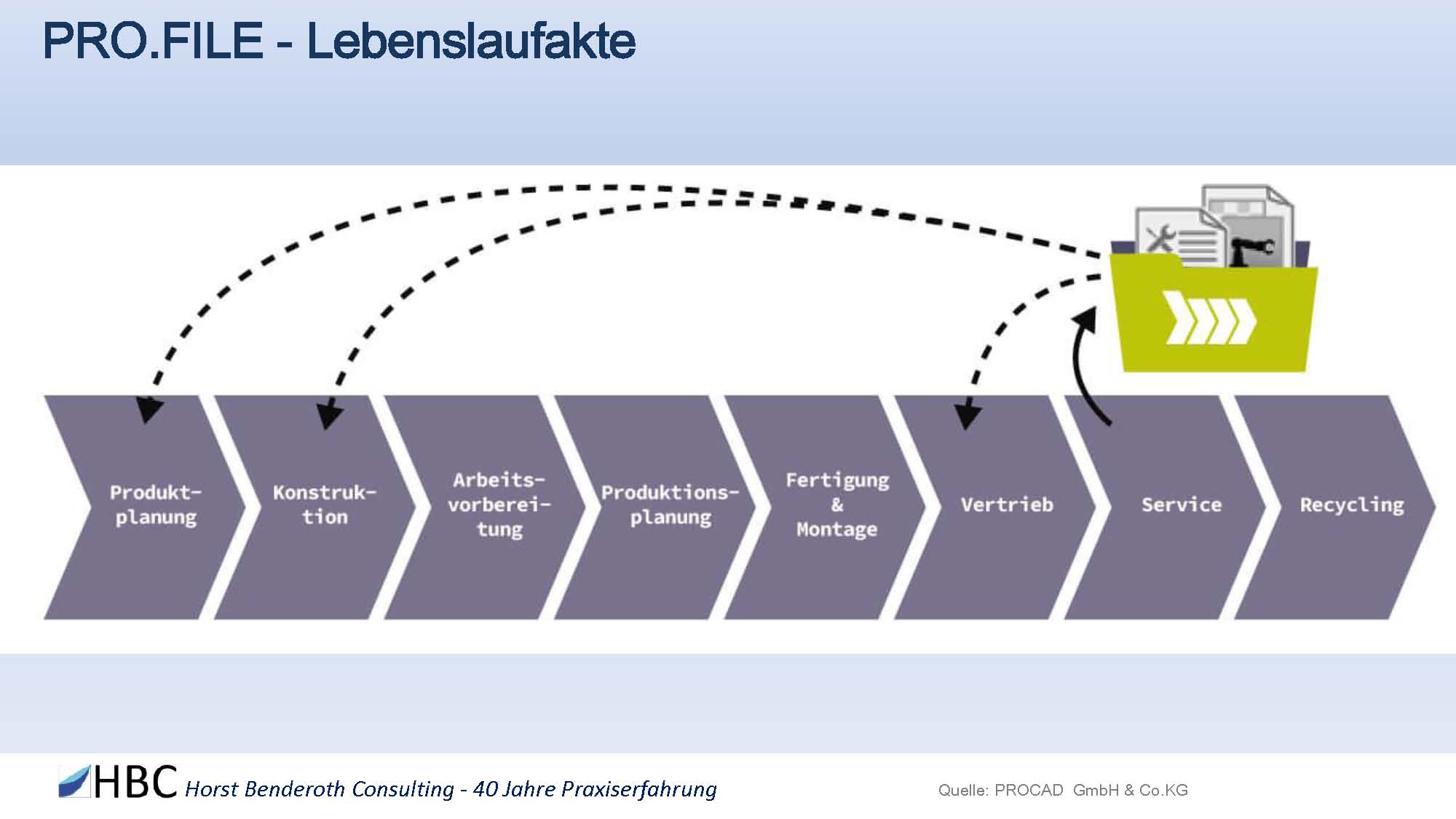 Bild 53:Quelle: PROCAD GmbH & Co. KG
Bild 53:Quelle: PROCAD GmbH & Co. KG
Um beispielsweise wiederholt auftretende Störungen an einer Anlage in Bezug auf die Produktqualität einschätzen zu können, muss klar dokumentiert sein, wie jede einzelne Maschine beim Kunden aussieht. Welche Pumpe und welcher Motor wurden verbaut? Welche Änderungen hat dieser Motor bereits durchlaufen? Welche Softwareversion steckt in der Antriebssteuerung? Wo liegt die dazugehörige Beschreibung? Auf Basis der vollständigen und auf Knopfdruck abrufbaren digitalen Dokumentation, können die Rückschlüsse aus Störungen besser beurteilt werden. Der Hersteller kann ferner Dokumentationen automatisch erstellen, ursprüngliche Anforderungen zuordnen oder die Auswirkung von Änderungsanträgen analysieren.
Literaturhinweise:
[1] Quelle: Wissensportal der Firma PROCAD GmbH & Co.KG – siehe https://www.pro-file.com/de/wiki/kategorie/fortschritt-und-entwicklung/
[2] Quelle: Seite „Product-Lifecycle-Management“. In: Wikipedia, Die freie Enzyklopädie. Bearbeitungsstand: 19. Februar 2018, 18:21 UTC – siehe https://de.wikipedia.org/w/index.php?title=Product-Lifecycle-Management&oldid=174194580
[3] Quelle: Seite „Produktdatenmanagement“. In: Wikipedia, Die freie Enzyklopädie. Bearbeitungsstand: 16. August 2018, 13:47 UTC – siehe https://de.wikipedia.org/w/index.php?title=Produktdatenmanagement&oldid=180068385
[4] Quelle: Seite „Stückliste“. In: Wikipedia, Die freie Enzyklopädie. Bearbeitungsstand: 8.November 2018, 07:21 UTC siehe https://de.wikipedia.org/w/index.php?title=St%C3%BCckliste&oldid=182562069
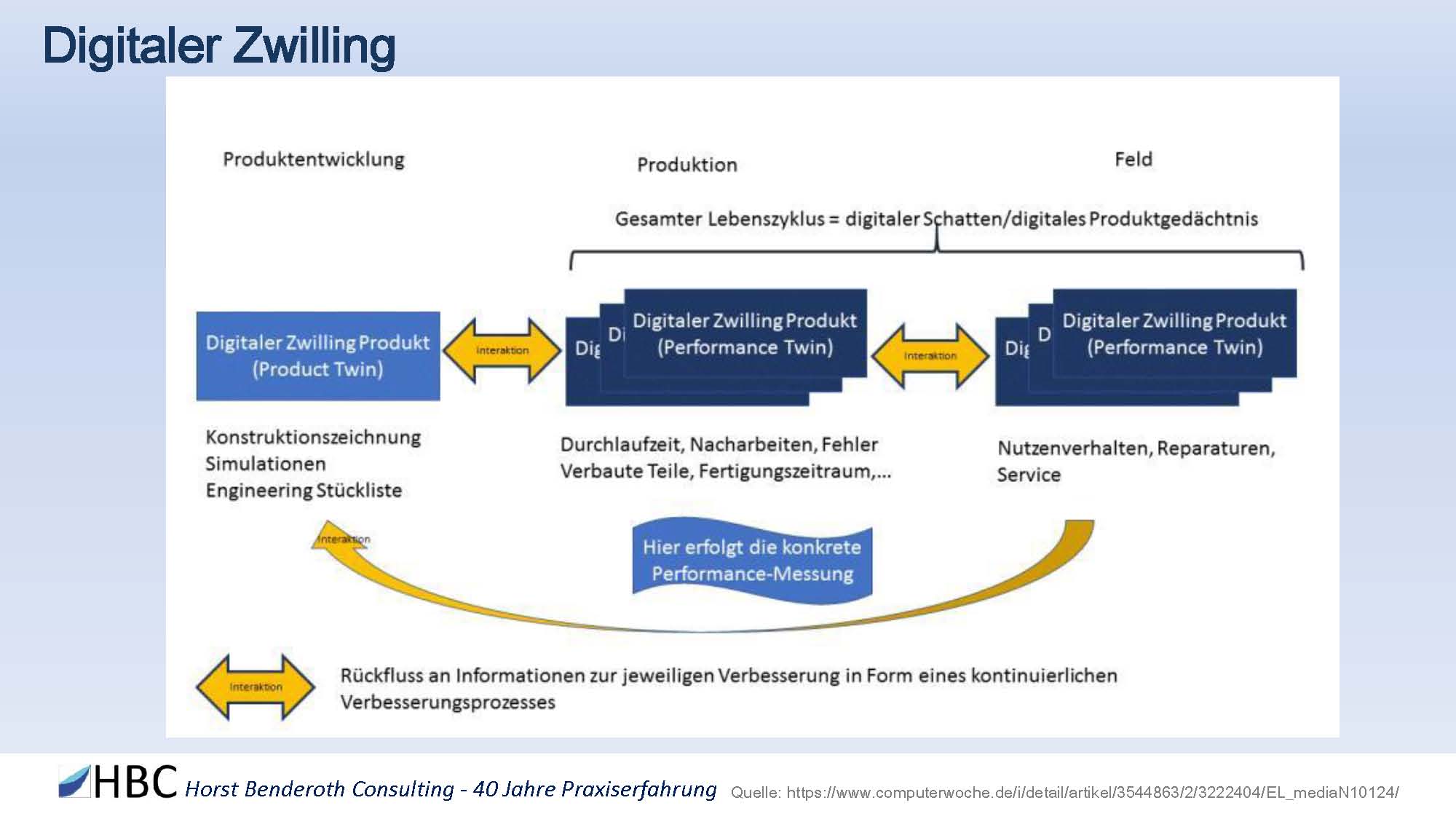 Bild 26: https://www.computerwoche.de/i/detail/artikel/3544863/2/3222404/EL_mediaN10124/
Bild 26: https://www.computerwoche.de/i/detail/artikel/3544863/2/3222404/EL_mediaN10124/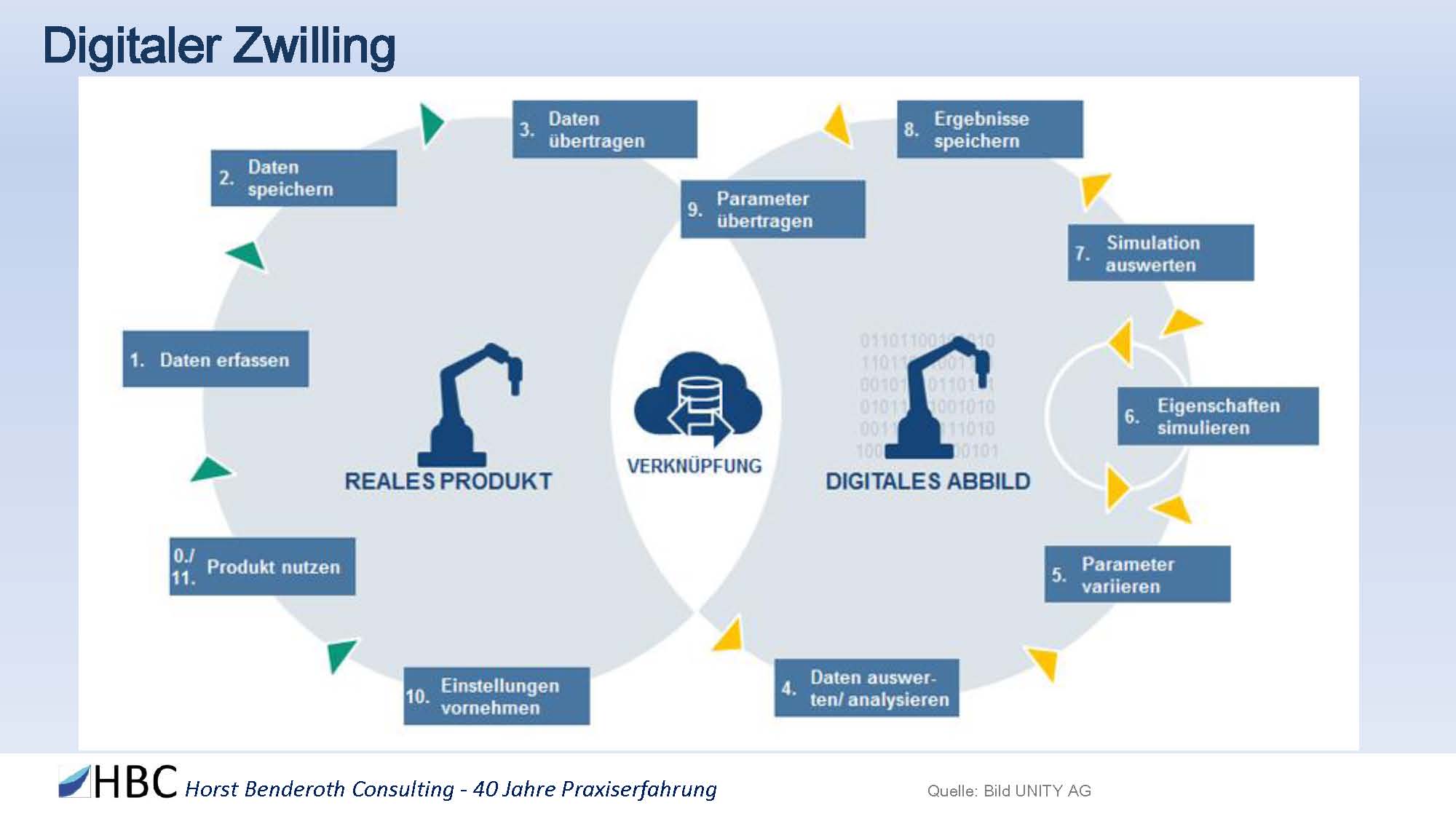 Bild 27:Quelle: Bild UNITY AG
Bild 27:Quelle: Bild UNITY AG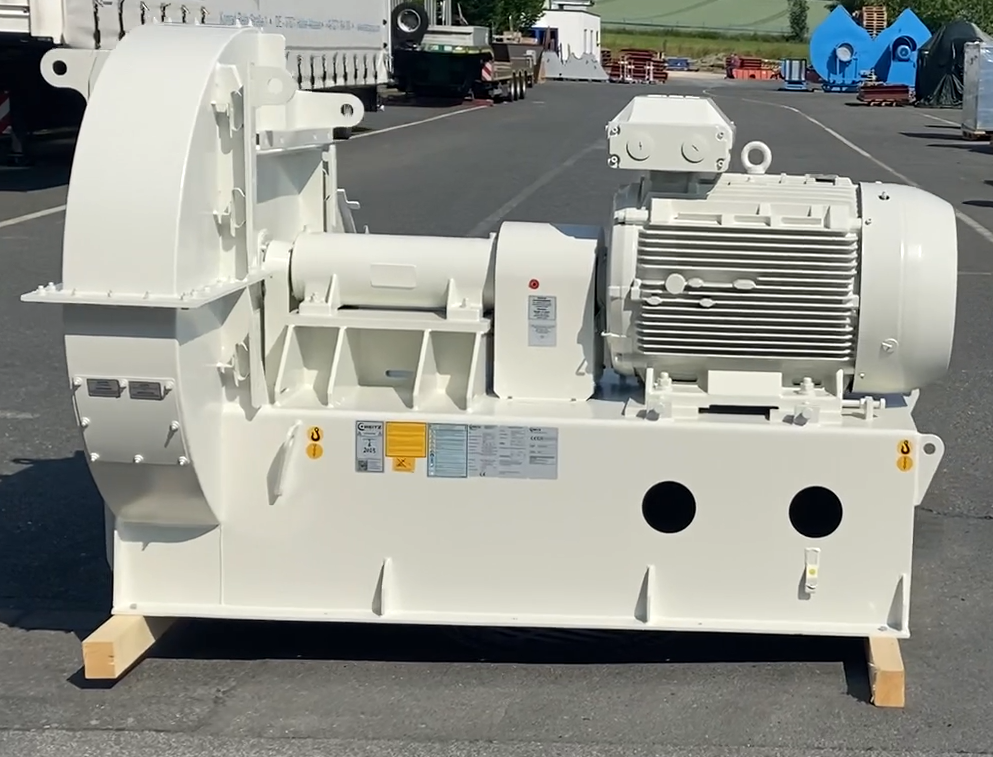 Bild 28:Quelle: Bildsequenz aus einem Video der Firma Konrad Reitz Ventilatoren GmbH & Co.KG
Bild 28:Quelle: Bildsequenz aus einem Video der Firma Konrad Reitz Ventilatoren GmbH & Co.KG Bild 29:Quelle: von LocLab Consulting GmbH erstellte digitale 3D-Modell
Bild 29:Quelle: von LocLab Consulting GmbH erstellte digitale 3D-Modell Bild 30:Quelle: Detailbild des von LocLab Consulting GmbH erstellte digitale 3D-Modell
Bild 30:Quelle: Detailbild des von LocLab Consulting GmbH erstellte digitale 3D-Modell Bild 31:Quelle: Plattform Industrie 4.0 Glossary http://4.0.iosb.fraunhofer.de/ Folie 8 aus der Präsentation „Die Verwaltungsschale im Detail – von der Idee zum implementierbaren Konzept“
Bild 31:Quelle: Plattform Industrie 4.0 Glossary http://4.0.iosb.fraunhofer.de/ Folie 8 aus der Präsentation „Die Verwaltungsschale im Detail – von der Idee zum implementierbaren Konzept“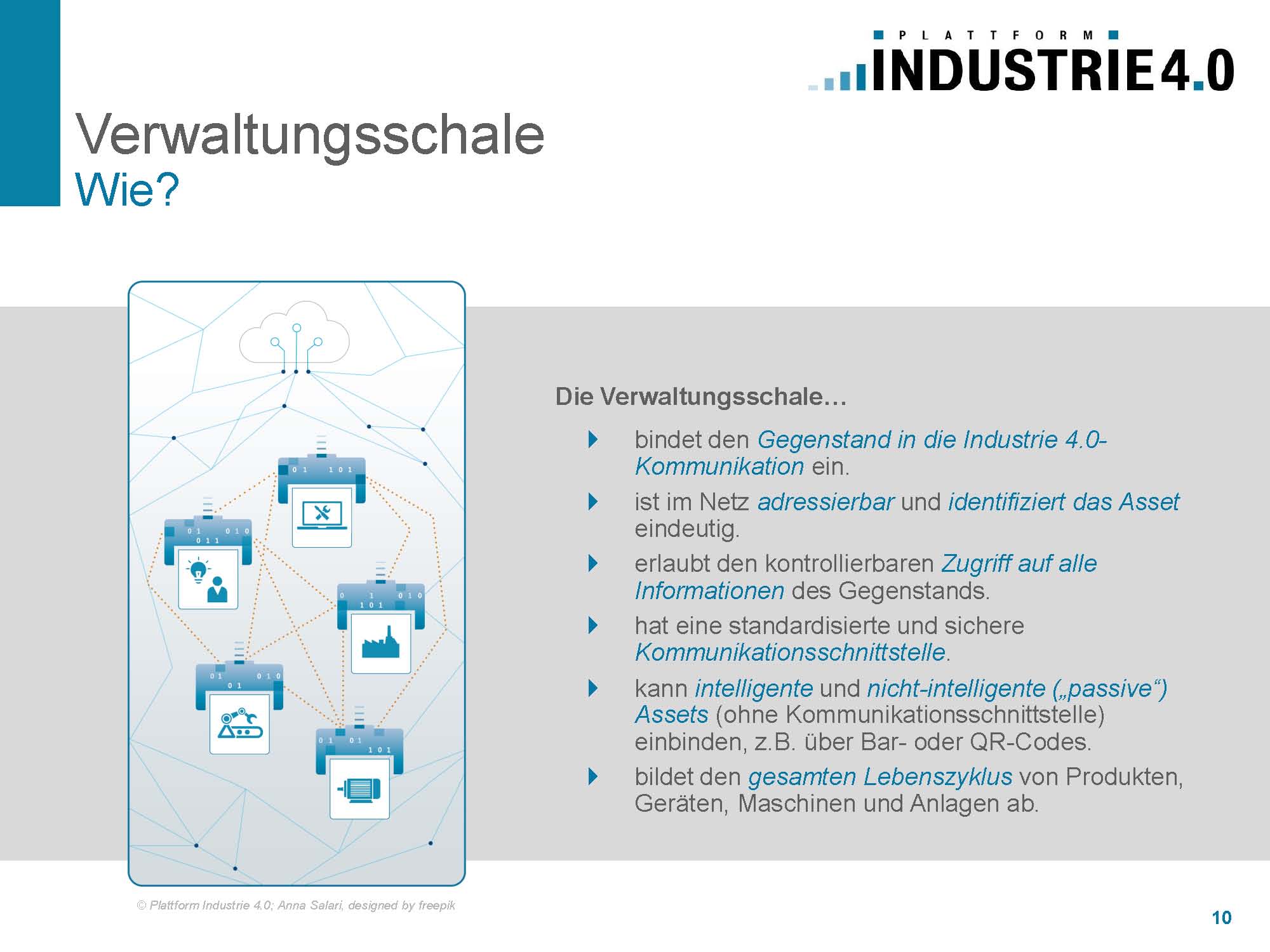 Bild 32:Quelle: Plattform Industrie 4.0 Glossary http://4.0.iosb.fraunhofer.de/ Folie 10 aus der Präsentation „Die Verwaltungsschale im Detail – von der Idee zum implementierbaren Konzept“
Bild 32:Quelle: Plattform Industrie 4.0 Glossary http://4.0.iosb.fraunhofer.de/ Folie 10 aus der Präsentation „Die Verwaltungsschale im Detail – von der Idee zum implementierbaren Konzept“ Bild 33:Quelle: PROCAD GmbH & Co. KG, Konrad Reitz Ventilatoren GmbH & Co.KG
Bild 33:Quelle: PROCAD GmbH & Co. KG, Konrad Reitz Ventilatoren GmbH & Co.KG
 Bild 15: Quelle: Von Webteam UNITY – Eigenes Werk, CC BY-SA 4.0, https://commons.wikimedia.org/w/index.php?curid=68073586
Bild 15: Quelle: Von Webteam UNITY – Eigenes Werk, CC BY-SA 4.0, https://commons.wikimedia.org/w/index.php?curid=68073586 Bild 16: Quelle: Hintergrundbild Norman Glaser über Linkedin
Bild 16: Quelle: Hintergrundbild Norman Glaser über Linkedin  Bild 17: Quelle: HBC Horst Benderoth Consulting, Bilder: Reitz, Alexander Bürkle
Bild 17: Quelle: HBC Horst Benderoth Consulting, Bilder: Reitz, Alexander Bürkle Bild 18: Quelle: ABB, Siemens, WEG
Bild 18: Quelle: ABB, Siemens, WEG Bild 19: Quelle: ABB
Bild 19: Quelle: ABB


 Bild 23: Quelle: SH-Tools GmbH – MoniTool – Trend-Chart
Bild 23: Quelle: SH-Tools GmbH – MoniTool – Trend-Chart
 Bild 24: Quelle: SH-Tools GmbH – Wartungskalender
Bild 24: Quelle: SH-Tools GmbH – Wartungskalender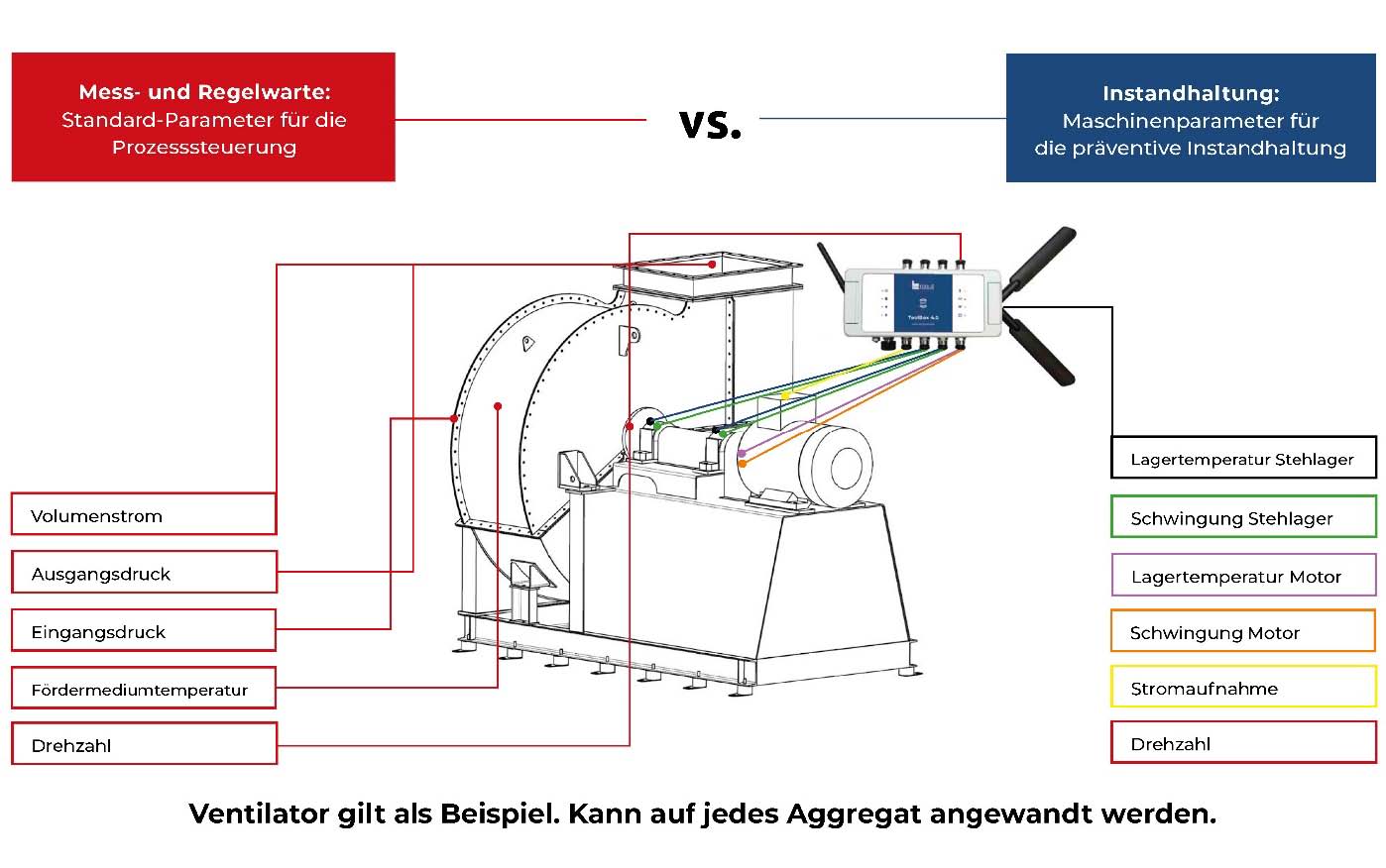
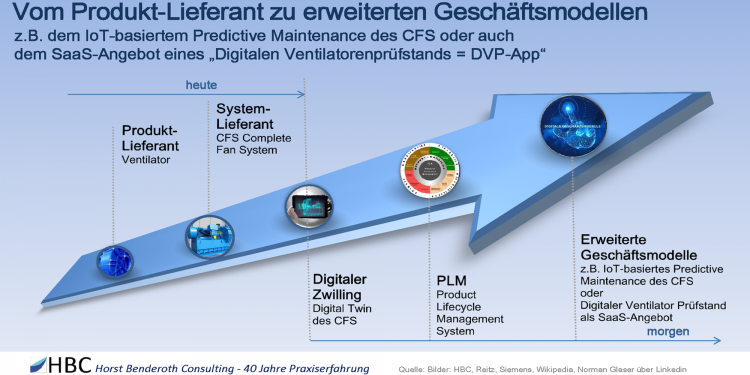
 Bild 2: Quelle: Bild; fotolia, Text;
Bild 2: Quelle: Bild; fotolia, Text;  Bild 3: Quelle: TROX-TLT, Berliner Luft, Nicotra Gebhardt, TLT Turbo, Reitz Ventilatoren
Bild 3: Quelle: TROX-TLT, Berliner Luft, Nicotra Gebhardt, TLT Turbo, Reitz Ventilatoren 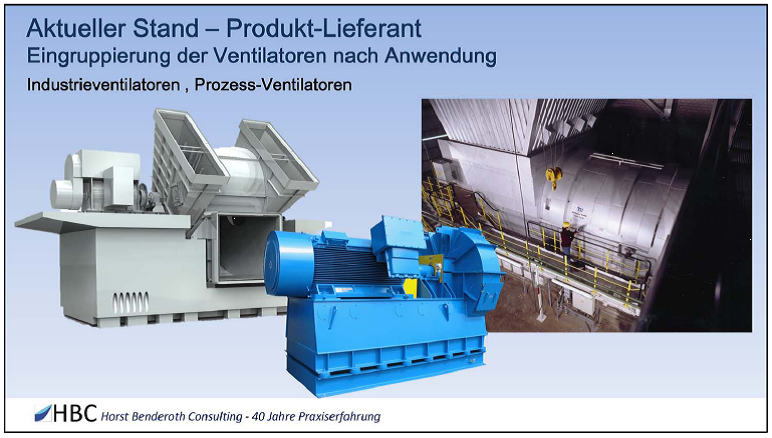
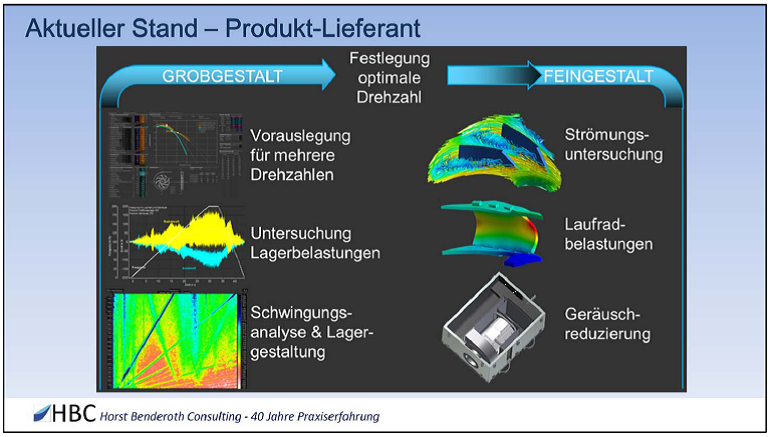 Bild 5: Quelle: IKTD Universität Stuttgart, Dipl.-Ing. Matthias Bachmann und Dipl.-Ing. S. Recker
Bild 5: Quelle: IKTD Universität Stuttgart, Dipl.-Ing. Matthias Bachmann und Dipl.-Ing. S. Recker 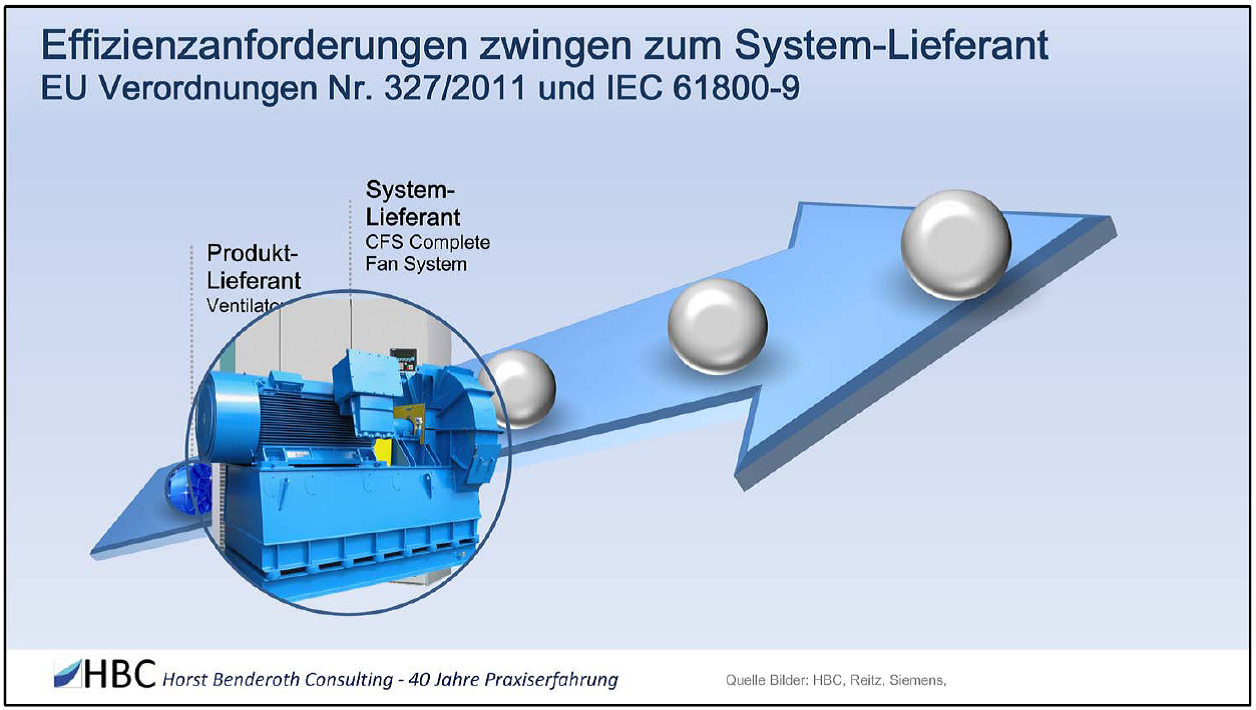 Bild 6: Quelle: HBC Horst Benderoth Consulting, Bild Reitz Ventilatoren
Bild 6: Quelle: HBC Horst Benderoth Consulting, Bild Reitz Ventilatoren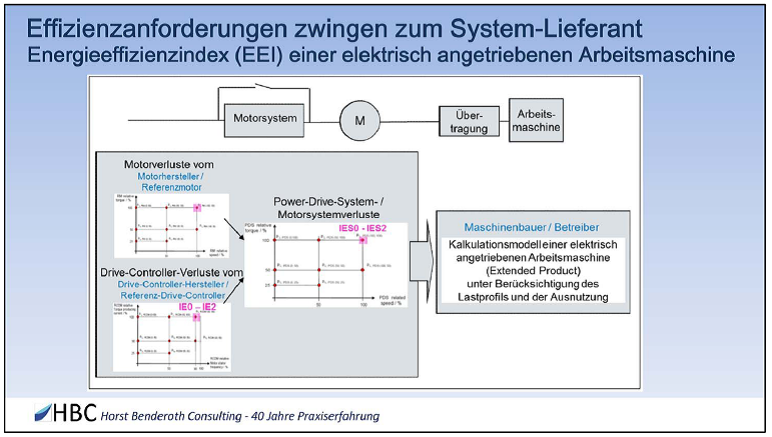 Bild 7: Quelle: ZVEI – Handout – zu Norm EN 50598 – heute DIN EN 61800-9-2
Bild 7: Quelle: ZVEI – Handout – zu Norm EN 50598 – heute DIN EN 61800-9-2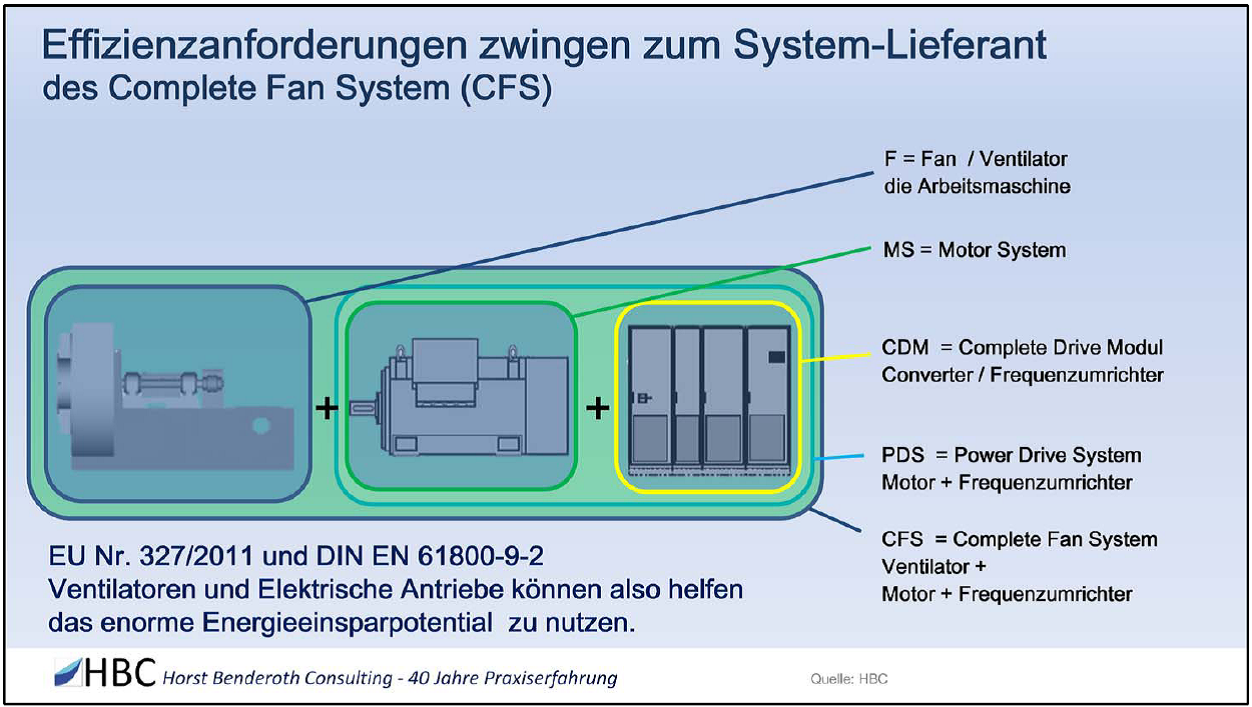 Bild 8: Quelle: HBC Horst Benderoth Consulting
Bild 8: Quelle: HBC Horst Benderoth Consulting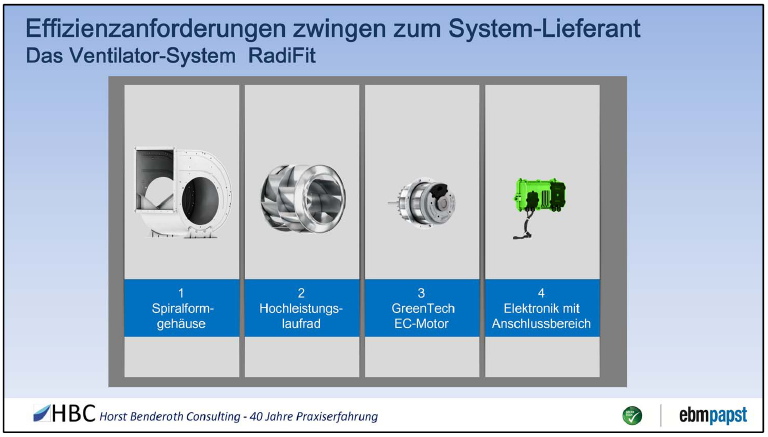 Bild 9: Quelle: ebmpapst Produkt RadiFit
Bild 9: Quelle: ebmpapst Produkt RadiFit  Bild 10: Quelle: ebmpapst Produkt RadiCal
Bild 10: Quelle: ebmpapst Produkt RadiCal
 Bild 12: Quelle: HBC Horst Benderoth Consulting, Bilder: Scheuch, Danfoss, ABB, Siemens, REEL S.r.l.
Bild 12: Quelle: HBC Horst Benderoth Consulting, Bilder: Scheuch, Danfoss, ABB, Siemens, REEL S.r.l. Bild 13: Quelle: HBC Horst Benderoth Consulting, Bilder: Scheuch, Reitz, CG Drives & Automation, Siemens, ABB, Danfoss
Bild 13: Quelle: HBC Horst Benderoth Consulting, Bilder: Scheuch, Reitz, CG Drives & Automation, Siemens, ABB, Danfoss Bild 14: Quelle: HBC Horst Benderoth Consulting, Bilder: Scheuch, Siemens, Reitz
Bild 14: Quelle: HBC Horst Benderoth Consulting, Bilder: Scheuch, Siemens, Reitz