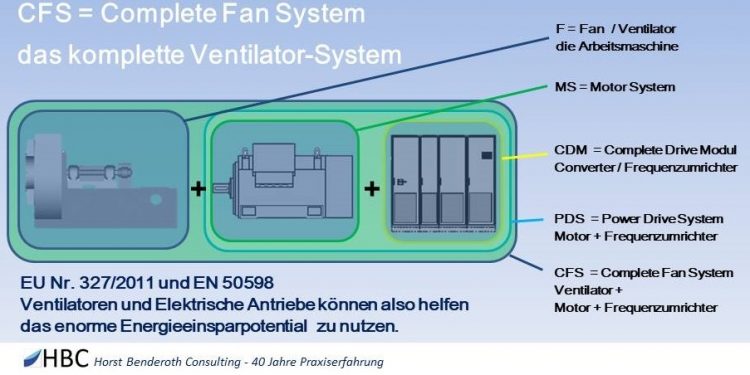
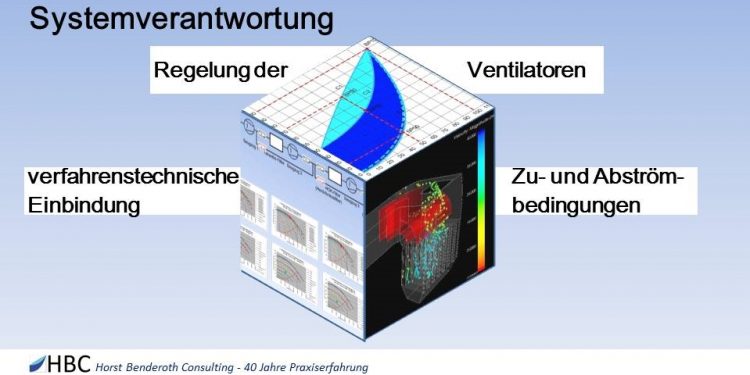
Spätestens seit der EU-Richtlinie 327/2011 hat sich bei Ventilatoren die Systembetrachtung durchgesetzt. Wobei die Richtlinie vordergründig nur den Wirkungsgrad des Gesamtsystems im Blickwinkel hat.
Bei kleineren Ventilator-Einheiten, wie sie beispielsweise in der Kälte-, Klima- und Gebäudetechnik eingesetzt werden, ist der Systemgedanke gängige Praxis. Hier wird zur Erreichung eines guten Systemwirkungsgrades und damit eines effizienten Produktes an allen Stellschrauben gedreht. Bei den sogenannten EC-Ventilatoren reicht das von aerodynamisch optimierten Hochleistungslaufrädern in optimerten Gehäusen mit Spiralkontur, über den Einsatz von EC-Motoren (Electronical Commutation), also Synchron-Motore mit Permanentmagneten und elektronischer Kommutierung (Stromwendung) durch Transistoren bis hin zur passenden elektronischen Steuerung für eine stufenlose steuerbare Drehzahl. Der erforderliche mechanische, elektrische akustische und letztlich schwingungstechnische Abgleich ist hier, bei Lieferung eines Gesamtsystems aus einer Hand eine Selbstverständlichkeit.
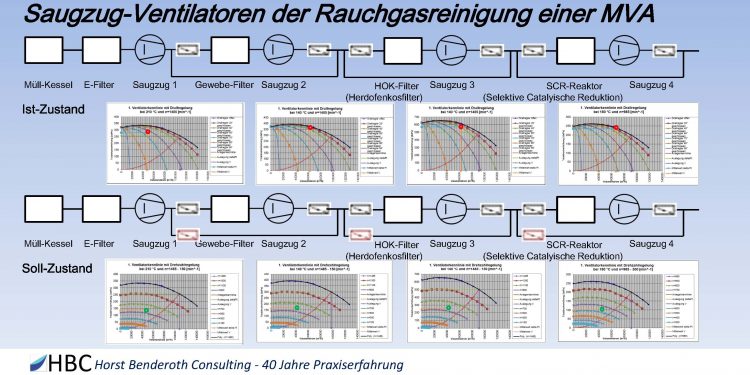
Anders sieht dies bei größeren Prozeß-Ventilatoren aus. Die auf den ersten Blick aus kommerzieller Sicht selbstverständliche Aufteilung der Liefergrenzen – Ventilator (Maschinenbau) auf der einen Seite, regelbarer Antrieb, also Motor und Frequenzumrichter, zur E-Technik bzw. Regelungstechnik auf der anderen Seite – hat nicht nur den Nachteil einer unklaren Verantwortlichkeit des Ventilator-Systemwirkungsgrades, diese Aufteilung führt auch zu einer Grauzone in der sich für das Abstimmen im Hinblick auf einen schwingungsarmen Lauf nach ISO/DIS 14694 bzw. >300 kW Antriebsleistung nach DIN ISO 10816-3 keine der beiden Lieferparteien zuständig fühlt, und so diese zwingend erforderlichen Arbeiten meist vernachlässigt werden. So treten zwangsläufig Schwingungsprobleme des Gesamtsystems auf, mit dem Ergebnis, dass die Schwingungsprobleme und die hieraus entstehenden Schäden als Garantiepunkt zwischen den Parteien strittig hin und her geschoben werden.
Das Ergebnis meiner Untersuchungen in den vielen Jahren meiner aktiven beruflichen Laufbahn zeigte nun, dass es sich bei einem drehzahlgeregelten Ventilator-System schwingungstechnisch um ein sehr komplexes System handelt. Dieses System ist nicht einmal mit Hilfe modernster Rechnerprogramme, wie z.B. Finite Elemente oder Modalanalysen, in einem angemessenen Aufwand vorausbestimmbar. Da z.B. bei einer Wellenstrangberechnung nicht nur die Federkonstanten der Einzelelemente Motorwelle, Kupplung, Ventilatorwelle sondern als Ansatz der Berechnung natürlich auch die Antriebsdrehmomente, der Regelbereich und damit die Erregerfrequenzen bekannt sein müssen. Hier gibt es aber zu dem gewollten und berechenbaren Antriebsgrunddrehmoment eine Vielzahl an systembedingten, und vor allem durch Parametrierung veränderbaren, zur jeweiligen Grundfrequenz überlagerten Oberwellendrehmomente. D.h. eine rein theoretische Betrachtung ist so gut oder falsch wie der Ansatz. Das bedeutet, Resonanzschwingungen können konstruktiv nur aufwendig vermieden werden, wenn die Erregerfrequenzen, -momente bzw. –kräfte bekannt sind. Diese sind aber parametrierbar und insofern im Voraus nicht festlegbar.
Die Ursache liegt also in der Kombinationsvielfalt von den verschiedensten Erreger- und Eigenschwingungen:
Im Folgenden sind einige der Schwingungsursachen dargestellt.
- Der gewünschte Regelbereich von z.B. 5-50 Hz, d.h. ein weites Spektrum an Erregerfrequenzen.
- Die Ausgangsspannung eines Frequenzumrichters enthält neben der gewünschten Grundschwingung Lamda = 1 eine Reihe von Oberschwingungen mit den Ordnungszahlen Lamda = 5,7,11 usw. Diese Oberschwingungen bewirken abwechselnd mit- und gegensinnig zu den Grundschwingungsfeldern mit lamda-facher Geschwindigkeit umlaufende zusätzliche Drehfelder. Hierdurch können asynchrone Sattelmomente gebildet werden. In jedem Fall aber treten zusätzliche magnetische Anregungen durch Umrichterspeisung im Motor auf.
- Resonanzen können im Motor und im Ventilator auftreten. Ein Beispiel: Allein die Tatsache, Wälzlager bei verschiedenen Frequenzen von 5-50 Hz zu betreiben, kann im Lager zu Resonanzen führen. Wird die Erregerfrequenz jetzt noch von Oberwellen lamda-facher Ordnung überlagert, ist die Wahrscheinlichkeit, Resonanzpunkte zu erhalten, um ein Vielfaches gestiegen.
- Resonanzverhalten durch Eigenspannungen: Ein Ventilator bleibt selbst bei stabilster Ausführung letztlich eine Blechschweißkonstruktion mit den verschiedensten Eigenspannungen im Blech, schwingungstechnisch ein idealer Resonanzkasten. Erregt man diesen, wie unter 1. und 2. beschrieben, trifft man mit 90%-iger Sicherheit auf Resonanzpunkte, die durch Verstimmen beseitigt werden müssen.
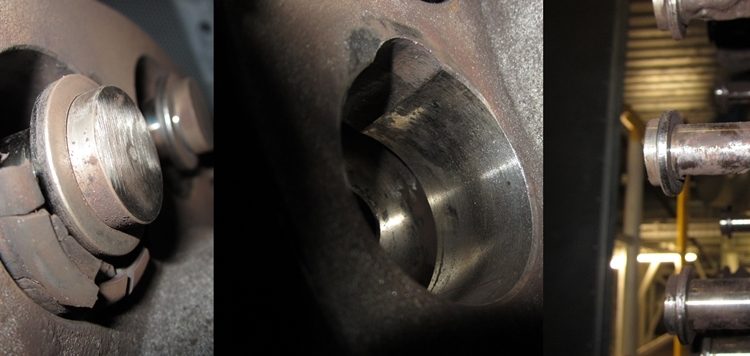
- Nicht zu unterschätzen ist die Tatsache, dass bei einem Ventilator ein kompressibles Medium gefördert wird, das kleinste drehfrequente Schwingungen verstärkt und nicht, wie z.B. bei einer Pumpe, dämpft. Dies ist im Übrigen auch ein Grund warum bei Ventilatoren mit falsch parametrierten Frequenzumrichtern es bei Anlagen mit häufigen Lastwechseln zu Kupplungsschäden kommt.
Außer der Schwingungsproblematik des Ventilators treten auch Resonanzschwingungen z.B. der Trafobleche des Antriebmotor durch Oberwellen bei FU-Betrieb auf. Diese führen zu einer Schallpegelerhöhung, die je nach FU-System und Parametrierung zwischen 5-12 dB(A) liegen kann. Aber auch angeregte Blechflächen des Ventilatorgehäuses oder der Motorkonsole können in Resonanzschwingungen versetzt werden und als solche wie eine Membrane wirken und selbst zur neuen Schallquelle, die die tonale Frequenz der Taktfrequenz des FU´s widerspiegelt,
werden.
Letztlich führen sogenannte Common-mode Spannungen und Ströme bei nicht sachgerechter optinaler Ausstattungen des Motors und des Frequenzumrichters, aber auch des Erdungskonzepts durch ein kapazitiv eingekoppeltes Wellenpotential zu Lagerströmen und damit Lagerschäden.
Konsequenz:
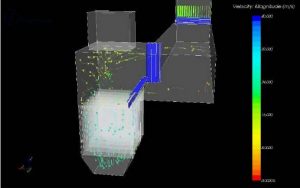
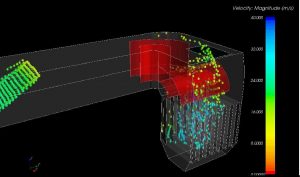
Das System Ventilator, Motor und Frequenzumrichter muss aus schwingungstechnischer Sicht so aufeinander abgestimmt werden, dass über den garantierten Regelbereich alle Resonanzschwingungen beseitigt werden, um die geforderte Schwinggüte nach ISO/DIS 14694 bzw. >300 kW Antriebsleistung nach DIN ISO 10816-3 einhalten zu können. Die hierzu erforderlichen Arbeiten sind in jedem Fall von den Komponentenlieferanten zu fordern, da anderenfalls die erforderliche Schwinggüte nicht garantiert werden kann. Die Abstimmarbeiten eines drehzahlgeregelten Ventilators sollten idealerweise (soweit von der Leistungsgröße her wirtschaftlich sinnvoll) auf einem Ventilatorenprüfstand durchgeführt werden, weil nur hier klar zwischen elektrischen Schwingungen des Antriebs, mechanischen Schwingungen des Ventilators oder aber Schwingungen der vom Ventilator aufgebauten Gassäule (Pumpen, Strömungsabrisse, Verwirbelungen im Leitungssystem etc.) unterschieden werden kann. Auf diese Art und Weise lassen sich im Vorhinein Unstimmigkeiten über Ursache und Wirkung im Anlagenprozess vermeiden. Im Prüffeld kann jede Rückwirkung des Systems ausgeklammert werden und somit ein optimales und vor allem stabiles, schwingungsarmes Laufverhalten eingestellt, parametriert und dokumentiert werden. Dies ist auch mit ein Grund weshalb das Ventilator-System (also Ventilator, Motor und Regelung) auch bei größeren Prozeß-Ventilatoren in einer Hand bleiben sollte.
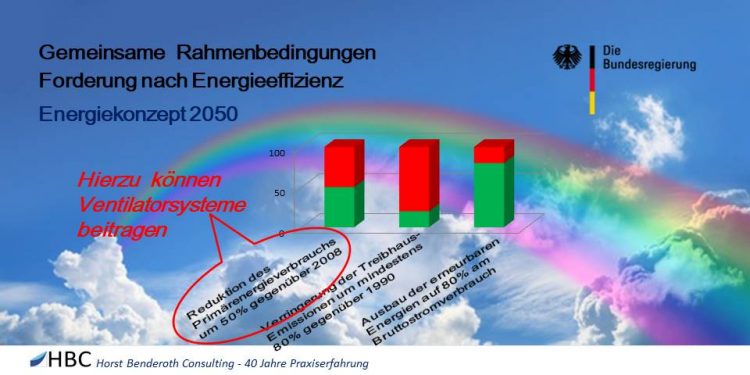



 Über die Folgen ihres Tuns machen sich Anlagenplaner meistens keine Gedanken. Im Gegenteil der Komponentenlieferant wird bei auftretenden Problemen zur Beseitigung der Mängel aufgefordert. Was Ursache und was Wirkung ist, läßt sich in einem Kunden- Lieferanten Verhältnis meist schwer klären. Deshalb möchte ich in dem HDT Seminar „VENTILATOREN – Systembetrachtung, Anlagenintegration und Akustik“ u.a. in einem Referat darauf hinweisen, welch enormer Einfluss und Einbußen der Energie-Effizienz derartig unüberlegtes Handeln bedeutet.
Über die Folgen ihres Tuns machen sich Anlagenplaner meistens keine Gedanken. Im Gegenteil der Komponentenlieferant wird bei auftretenden Problemen zur Beseitigung der Mängel aufgefordert. Was Ursache und was Wirkung ist, läßt sich in einem Kunden- Lieferanten Verhältnis meist schwer klären. Deshalb möchte ich in dem HDT Seminar „VENTILATOREN – Systembetrachtung, Anlagenintegration und Akustik“ u.a. in einem Referat darauf hinweisen, welch enormer Einfluss und Einbußen der Energie-Effizienz derartig unüberlegtes Handeln bedeutet.