Da die HBC im Rahmen ihrer Beratertätigkeit immer mehr die Fragen nach den Vorteilen und Möglichkeiten der Digitalisierung auch für mittelständische Maschinenbauer, wie z.B. dem Ventilatorenbau, gestellt bekommt, habe ich überlegt, diese Themen eventuell in einem größeren Rahmen zu behandeln. Dies hätte den Vorteil, dass ich von verschiedenen Lösungsanbietern hierzu Referenten gewinnen könnte, um so den Teilnehmern einen neutralen Überblick bereits bestehender Lösungen aufzeigen zu können.
Mich würde interessieren, wer an einem Seminar, wie im ersten Entwurf des nachfolgenden Konzeptes beschrieben, teilnehmen würde, wenn dies auf einem entsprechenden Bildungsforum angeboten würde. Rückmeldungen bitte nur direkt an meine
E-Mail: horst.benderoth@benderoth-consulting.de
Ihre Daten werden von mir rechtskonform und gemäß DSGVO behandelt und keinem Dritten weitergeleitet.
1. Entwurf des Seminarkonzeptes
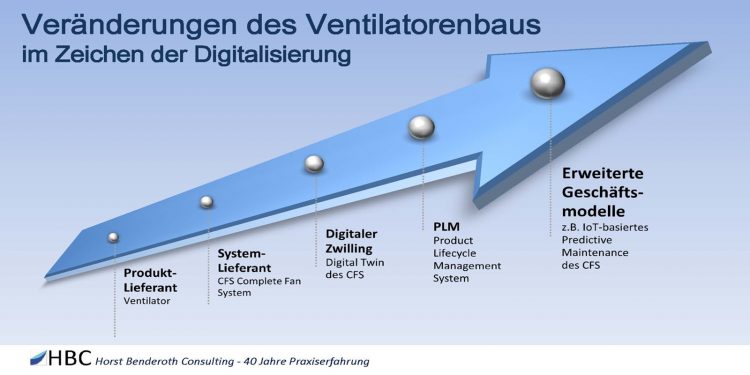
Vom Produkt-Lieferant, zum System-Lieferant, zu Digitale Services und erweiterten Geschäftsmodellen auf Basis einer IIoT (Industrial Internet of Things) Plattform.
Zielsetzung
Die Schärfung des Bewusstseins, dass auch dem Klein- und Mittelstand heute bedarfsbezogen Rechenkapazitäten, PaaS (Platform as a Service) und Saas (Software as a Service) – Dienste aus der Cloud zur Verfügung stehen, mit denen sich Schritt für Schritt die Weichen in Richtung Digitalisierung der Unternehmensprozesse und des Geschäftsmodells realisieren lassen.
Dies Seminar soll der Tatsache, dass trotz des Hypes im Mittelstand digitale Geschäftsmodelle aktuell immer noch stark defizitär sind, entgegen wirken.
Teilnehmerkreis
Da die Digitalisierung Chefsache und in die Firmenstrategie und Organisation adäquat zu verankern ist, richtet sich dies Seminar gezielt an die Führungsebene der Klein- und Mittelständler.
Die beispielhafte Konkretisierung an dem Ventilatorenbau, soll aber Interessierte aus anderen Branchen nicht ausschließen.
Zum Thema
Die Digitalisierung hat auch auf produzierende Unternehmen starke Auswirkungen sowohl auf deren Fertigung als auch auf deren Geschäftsbeziehungen.
Am Beispiel des Ventilatorenbaus soll den für die Unternehmensentwicklung Verantwortlichen der notwendige Wandel im Zeichen der Digitalisierung und die Möglichkeiten, die sich hierdurch auch dem Mittelstand eröffnen, aufgezeigt werden.
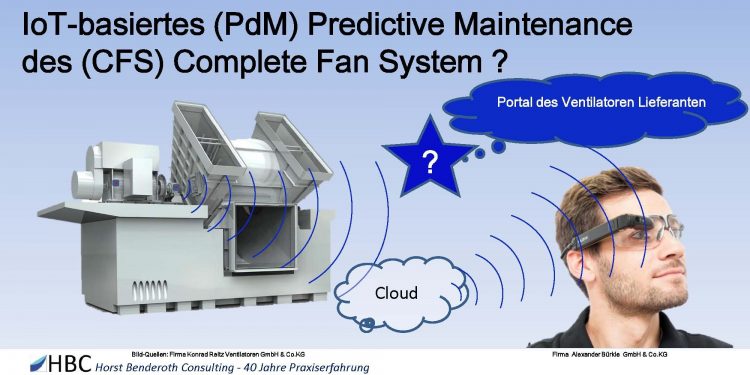
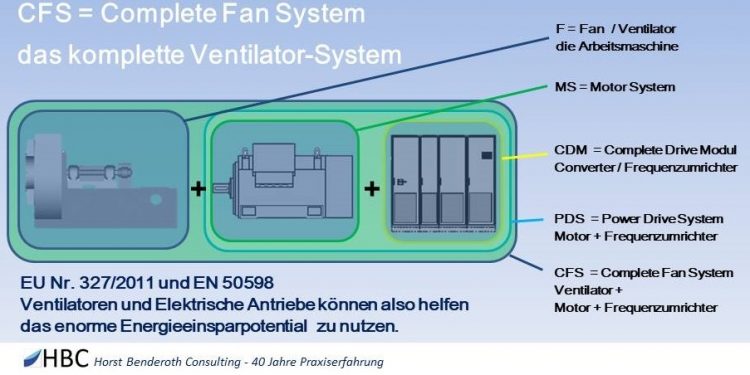
Die Entwicklung vom Produkt-Lieferanten, über den System-Lieferanten, bis zu erweiterten Geschäftsmodellen (wie z.B. IIoT-basiertes Predictive Maintenance des CFS (Complete Fan System), oder die Unterstützung des Service-Personals durch verfügbaren Remote Support mit Augmented Automation Anwendungen usw. wird behandelt.
Der Weg dahin führt über die Wahl des geeigneten Plattform-Anbieters, der Erstellung des Digitalen Zwilling (des Produktes und der Produktion) – dem PLM Product Lifecycle Management System usw.
Das diese Entwicklung dem Mittelstand (trotz meist fehlender Ressourcen) nicht vorenthalten bleiben muss, soll dieses Seminar vermitteln.
Themen
- Einführung aktueller Stand und Aussichten
- Vom Produkt-Lieferant zum System-Lieferant
- Von der technologischen Anforderung über den digitalen Zwilling zum realen Produkt (Stichwort Engineering-Kette)
- Digitale Services und neue Geschäftsmodelle auf Basis einer IIoT Plattform
- Vom Ventilatorhersteller bis zum Anlagenbetreiber, ein wachsendes Ökosystem im Kontext von IIoT.
- Zustandsüberwachung für die Kernelemente des Antriebstrang (FU, Motor) leicht gemacht.
- Daten zusammenführen, aufbereiten und visualisieren.
- Maßgeschneiderte Data Analytics Lösungen entwickeln.
- Mit virtueller Inbetriebnahme Risiken senken und Kosten reduzieren.
- ………………………………….
- ………………………………….